☎ +7 (812) 321-00-55 доб. 237, 248
Фрезерная обработка
Назначение программы
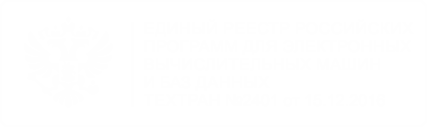
Программа предназначена для проектирования управляющих программ 2.5-координатной обработки деталей на фрезерных, сверлильных, расточных станках с ЧПУ и обрабатывающих центрах. Сложные, дорогостоящие CAD/CAM-системы не смогли существенно повлиять на технологию подготовки программ для большинства 2,5-координатных станков: применение эффективных и недорогих CAM-систем, обеспечивающих широкий спектр технологий и открытых для пользователей, по-прежнему актуально.
Программирование обработки
Работа строится так, чтобы автоматизировать всю рутинную работу по программированию обработки детали. Вместо этого требуется построить геометрическую модель детали, ввести данные об инструменте и задать ряд параметров, характеризующих методику обработки.
Контурные переходы. Формирование траектории ведется по одной из схем: обработка контура, выборка внутренней области детали по спирали, по зигзагу или построчно. Область обработки, определяющая зону сплошного материала, подлежащего удалению, может иметь произвольную форму и содержать внутри себя зоны, где материал не должен удаляться.
Позиционные переходы. Набор позиционных переходов включает сверление, глубокое сверление, растачивание, развертывание, нарезание резьбы метчиком, зенкерование, коническое зенкование, цекование и цилиндрическое зенкование. Для обработки может использоваться станочный цикл или траектория в развернутом виде.
Параметризация фаз обработки. Перемещения инструмента по каждой схеме строятся из участков типовых фаз: позиционирование, врезание, черновая и чистовая обработка контура и т. п. Участки каждой фазы характеризуются определенными технологическими и геометрическими параметрами, к которым относятся уровни обработки (поверхность заготовки, безопасное расстояние, величина недохода и т. п.), а также ее режимы.Режимы резания назначаются для каждой фазы обработки. При построении траектории происходит автоматическое переключение подачи в зависимости от типа участка.Уровни обработки могут задаваться либо в абсолютных значениях, либо относительно обрабатываемого слоя. Это позволяет добиться значительной гибкости в управлении инструментом на вспомогательных перемещениях.
Подход и отход. Предусмотрена возможность настройки способов подхода к обрабатываемому контуру и отхода от него (по прямой, по дуге, по нормали, по касательной, по продолжению сегмента контура и их комбинации). Точки подхода и отхода могут задаваться как в явном виде, так и определяться автоматически из соображений оптимизации траектории. Программа контролирует зарезание детали на участках подхода и отхода, показывая недопустимую ситуацию в графическом окне.
Врезание в материал. В траекторию могут быть включены участки врезания инструмента в сплошной материал. Предусмотрено несколько различных способов врезания (прямое, по спирали, зигзагообразное, ступенчатое). Одна или несколько точек врезания могут указываться как в явном виде, так и подбираться автоматически. Программа строит оптимальный маршрут выхода на контур от точки врезания, если область имеет сложную форму.
Черновая и чистовая обработка. Программа обработки может включать как черновую, так и чистовую обработку. При этом учитываются диаметр фрезы, перекрытие следа фрезы, припуск на чистовую обработку, перебег фрезы и т. п.
Послойная обработка. При необходимости общая глубина обработки может быть разбита по слоям, для каждого из которых будет произведена обработка по одному и тому же алгоритму.
Обработка вручную. Для нестандартных случаев предусмотрена возможность построения траектории и задания технологических команд в явном виде.
Учёт заготовки и прижимов
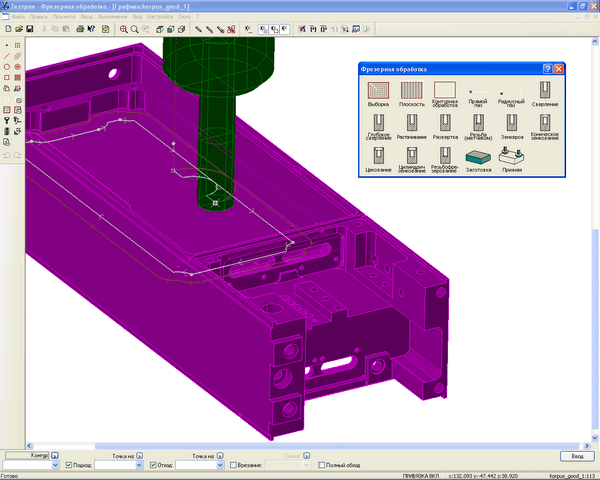
Обработка проектируется на основе модели детали, заготовки и зажимного приспособления. Заготовка определяет область снимаемого материала, что даёт возможность ограничить рабочие пере-мещения инструмента при обработке детали с внешней стороны, а также учи-тывать уже обработанные участки и отверстия. Область прижимов является недоступной для инструмента при обра-ботке. Результат автоматической кор-рекции заготовки отображается в графи-ческом окне после каждой выполненной операции. Это даёт возможность авто-матически контролировать недопустимые ситуации в перемещении режущего инструмента и оптимизировать траекто-рию инструмента.
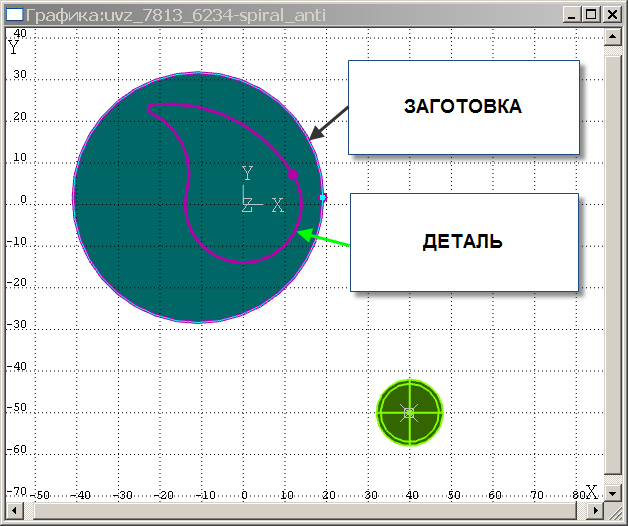
рис. Деталь и заготовка, до обработки
рис. Деталь и заготовка, после обработки.
Взаимодействие с другими программами семейства Техтран
Общность подхода в различных программах семейства Техтран открывает возможность для использования Фрезерной обработки во взаимодействии с другими видами обработки. Например, в деревообрабатывающем производстве потребовалось комбинировать методику работы программы Раскроя листового материала с возможностями Фрезерной обработки. Благодаря единой основе всего комплекса, было оперативно предложено приемлемое решение без разработки новых модулей. Для автоматического размещения деталей на листе использовалась одна программа (Раскрой листового материала), а для программирования обработки - другая (Фрезерная обработка).