☎ +7 (812) 321-00-55 доб. 237, 248
Раскрой листового материала (фигурный)
Содержание:
- Основные возможности
- Купить Техтран
- Функциональные возможности версии 10
- Функциональные возможности версии 9
- Функциональные возможности версии 8
- Функциональные возможности версии 7
Назначение программы
Программа предназначена для комплексного решения задач раскроя листовых материалов. Она сочетает возможности системы подготовки управляющих программ с функциями организации производственного процесса. Подход к решению, использованный в программе, суммирует опыт работы ряда предприятий, эксплуатирующих машины термической резки.
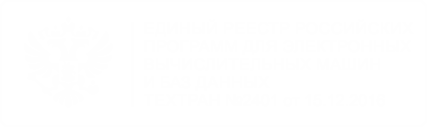
Использование базы данных
Программа объединяет традиционные средства программирования обработки Техтрана с базой данных. На базу данных возлагается не только задача управления различными данными, но и управление работой системы в целом, поскольку объектами базы данных являются и программы раскроя листов. Прежде всего, в базу данных заносятся детали, которые могут быть импортированы из другой системы, построены средствами Техтрана или созданные на основе макросов.
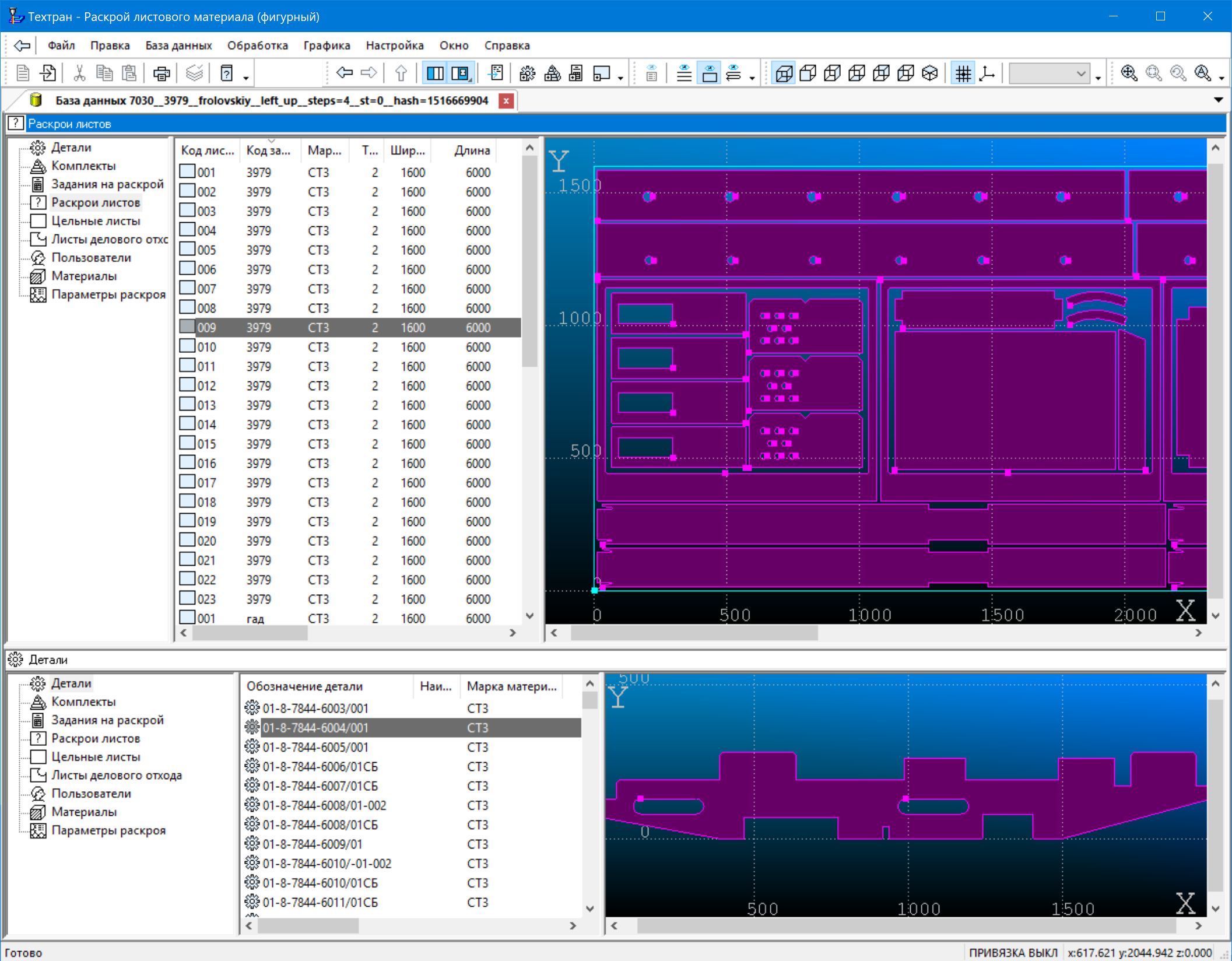
Создание деталей на основе макросов
В ходе работы с программой в условиях производства постепенно выделяется ряд типовых деталей, отличающихся размерами и наличием или отсутствием некоторых вспомогательных элементов. Такие типовые детали удобно хранить в библиотеке в параметризованном виде и использовать при создании реальных деталей, задавая фактические значения параметров. Программа позволяет при создании детали в базе данных использовать параметризованные детали. Ввод параметров деталей осуществляется в диалоговом окне. Пользователи имеют возможность разрабатывать макросы, описывающие геометрию и при необходимости обработку типовых деталей. Также имеется возможность задавать описание параметров для настройки диалогового окна и контроля вводимых данных.
Исправление некорректной геометрии при импорте DXF файлов.
В системе реализована возможность настраивать точность сопряжения контуров при импорте DXF файлов. Точность сопряжения – расстояние, в пределах которого допустимо несовпадение исходных сегментов, устраняемое при их преобразовании в контуры. Точность сопряжения оказывает влияние на то, будут ли объединены в один контур близко расположенные сегменты или нет. Если граничные точки сегментов не совпадают, но расстояние между ними находится в пределах точности сопряжения, такие сегменты сопрягаются (объединяются в единый контур). Сегменты сопрягаются за счёт их продолжения, усечения или смещения конечных точек – в зависимости от взаимного расположения сегментов:
а) Усечение сегментов.
б) Продление сегментов.
в) Смещение сегментов «Короткие» сегменты (имеющие длину меньше точности сопряжения) устраняются.
После удаления «короткого» сегмента производится сопряжение соседних сегментов. Сегменты (или части сегментов), которые накладываются друг на друга в пределах точности сопряжения, объединяются. Детали удобно просматривать одновременно со списком всех деталей. Для управления деталями и другими объектами базы данных в Техтране предлагается единый наглядный механизм, использующий две панели. Такой подход позволяет производить действия над объектами базы данных из списка (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). Кроме этого, наличие двух панелей делает удобной работу с объектами, включающими в свою очередь другие объекты. Так, например, раскрой листа содержит детали. Чтобы организовать просмотр деталей, относящихся к различным раскроям листов, в одной панели можно отобразить список раскроев листов, а на другой - список деталей, размещенных на конкретном листе.
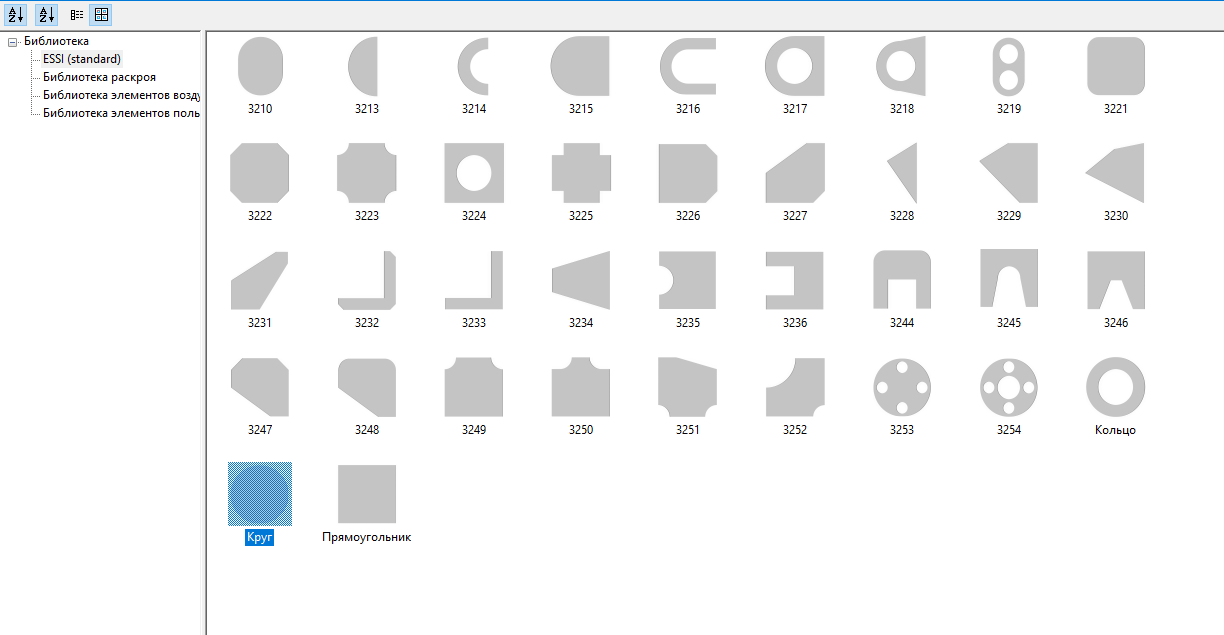
Задание на раскрой
Программа организует взаимодействие различных объектов, задействованных в процессе раскроя листового материала. Из деталей, которые необходимо изготовить, формируется задание на раскрой. Затем в задание на раскрой включаются листы для изготовления деталей. Программа обеспечивает возможность автоматического и ручного размещения деталей задания на раскрой на листах. При этом программа отслеживает количество неразмещенных деталей и возможность изготовления детали из выбранного листа.
Автоматическое размещение деталей на листе
В режиме автоматического размещения программа укладывает детали задания на листы оптимальным образом. Требующиеся дополнительные листы могут быть автоматически взяты со склада. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. При этом выдерживаются заданные расстояния до края листа и между деталями. Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Пользователь имеет возможность подобрать оптимальное соотношение между качеством размещения деталей и временем расчета. При автоматическом размещении задается способ уплотнения деталей на листе, заполненном не целиком. Это влияет на форму и пропорции делового отхода с учетом специфики его дальнейшего использования. Управление выбором деталей для заполнения отверстий позволяет задействовать для размещения в пустотах внутри деталей более мелкие или более крупные детали или же вовсе не заполнять отверстия.
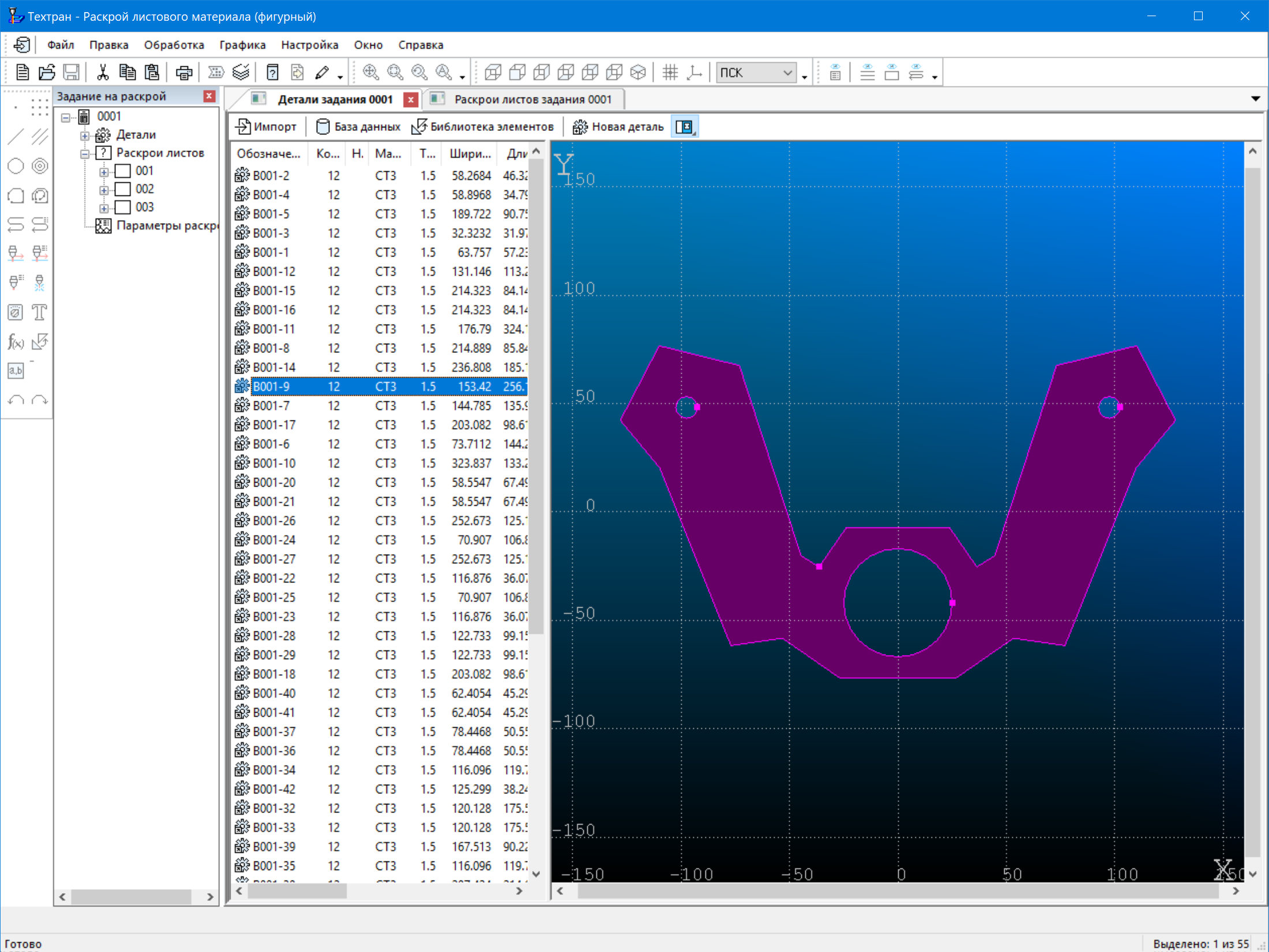
Ручное размещение деталей на листе
Предусмотрен ручной режим размещения деталей на листе. В этом режиме деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора. Имеются также средства точного контроля взаимного расположения объектов. Сочетание автоматического и ручного размещения деталей дает возможность выгодно использовать преимущества каждого режима для наиболее эффективной работы.
Контроль перемещения деталей
В режиме ручного размещения программа берет на себя ряд полезных функций. К их числу относятся различные способы перемещения деталей с соблюдением требуемых расстояний между деталями и между деталями и краем листа, а также возможность располагать детали вплотную друг к другу.
Строгий контроль перемещения деталей. Включение этой функции позволяет перемещать детали по листу на экране монитора, как реальные предметы, для которых другие детали и край листа являются непреодолимым препятствием.
Предупреждающий контроль перемещения деталей. При предупреждающем контроле перемещение деталей не ограничивается свободной областью листа. Однако при попадании в зону перекрытия с другими объектами происходит диагностирование недопустимого расположения путем изменения цвета перемещаемой детали.
Перемещение деталей до упора. Эта функция дает возможность прижать деталь вплотную к самому краю свободной области листа. Иными словами, при данной операции происходит перемещение детали в некотором направлении до тех пор, пока она не упрется в деталь или край листа.
Копирование деталей вплотную друг к другу.
При копировании деталей в этом режиме автоматически определяется расстояние, на которое может быть перемещена деталь в заданном направлении, чтобы детали располагались вплотную друг к другу.
Совмещение сторон деталей позволяет сориентировать детали таким образом, чтобы совместить их выбранными сторонами.
Выравнивание деталей по прямой. Такая возможность полезна при расположении деталей под обработку сквозным резом.
Программирование обработки
После того, как детали размещены на листе, программируется обработка. В простейшем случае достаточно последовательно указать обрабатываемые контуры деталей. Программа строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д.
Подход и отход. Предусмотрена возможность разнообразной настройки способов подхода к обрабатываемому контуру (по прямой, по дуге, по нормали, по касательной и т.п.), выбора точки подхода (автоматически или явно) и режимов работы резака на различных стадиях обработки.
Перемычки. На контуре детали могут быть выделены непрорезаемые участки - перемычки. При построении траектории программа автоматически формирует в таких местах команды включения и выключения резака и встраивает участки подхода и отхода.
Мостики между деталями позволяют обрабатывать несколько деталей без выключения резака. Задание точек перехода траектории от одной детали к другой производится после размещения деталей и учитывается при построении окончательной траектории резака.
Петли обеспечивают качественную обработку углов деталей и могут быть назначены для любого угла.
Назначенная обработка. Для упрощения работы обработка деталей может быть запрограммирована на предварительном этапе с тем, чтобы не повторять одни и те же действия для многократного включения элементов в раскрой.
Обработка вручную. Для нестандартных случаев существует возможность построения траектории и задания технологических команд в явном виде.
Подпрограммы обеспечивают структурирование получаемой управляющей программы и позволяют уменьшить объём формируемого текста.
Обработка деталей совмещенным резом. Пары деталей, размещенные на листе на расстоянии ширины реза, могут быть обработаны единым резом без выключения резака. При обработке отдельных деталей достаточно указать контур детали, которая будет обрабатываться первой.
Предварительная пробивка. При обработке листов большой толщины может потребоваться сначала пробить отвертсия в листе, а затем выполнить основную обработку. Для подобной предварительной обработки листа может использоваться либо отдельный резак, либо сверло. Программа позволяет выполнить обработку с предварительной пробивкой отверстий. Предусмотрена возможность задания различных способов предварительной пробивки.
Позиционирование над материалом. В некоторых случаях необходимо при переходе от контура к контуру перемещать резак, минуя отделённые от листа детали и отходы. Эта функция необходима при резке поролона. Иногда она требуется при термической резке для предотвращения столкновения резака с вырезанными деталями и отходами. Программа обеспечивает возможность такого позиционирования с учётом заданного расстояния до детали и до края листа.
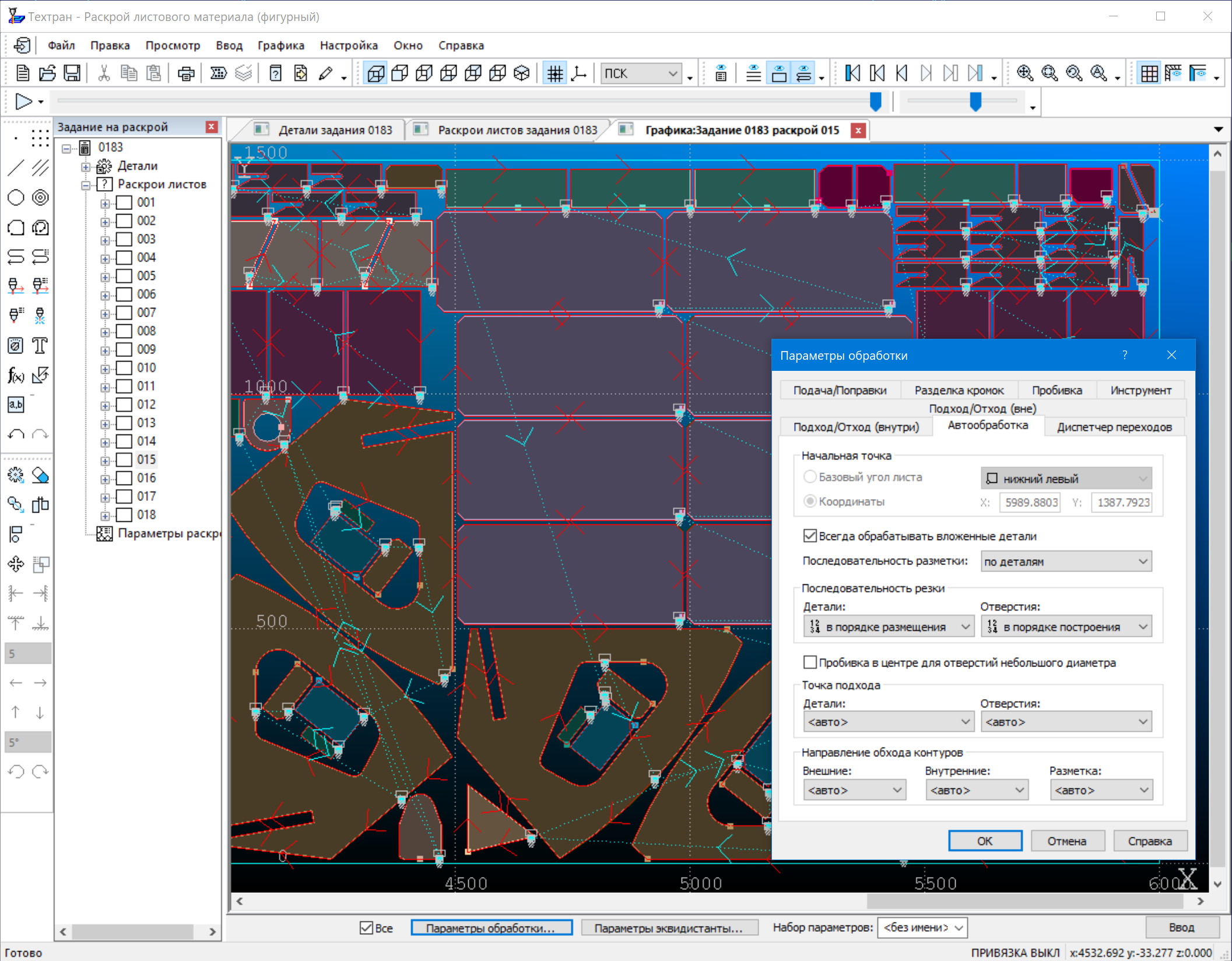
Автоматическая обработка
Режим автоматической обработки дает возможность максимально упростить программирование обработки большого числа деталей. Программа сама назначает последовательность обхода деталей на листе и выполняет обработку. Различные стратегии обхода деталей обеспечивают соблюдение необходимых условий обработки.
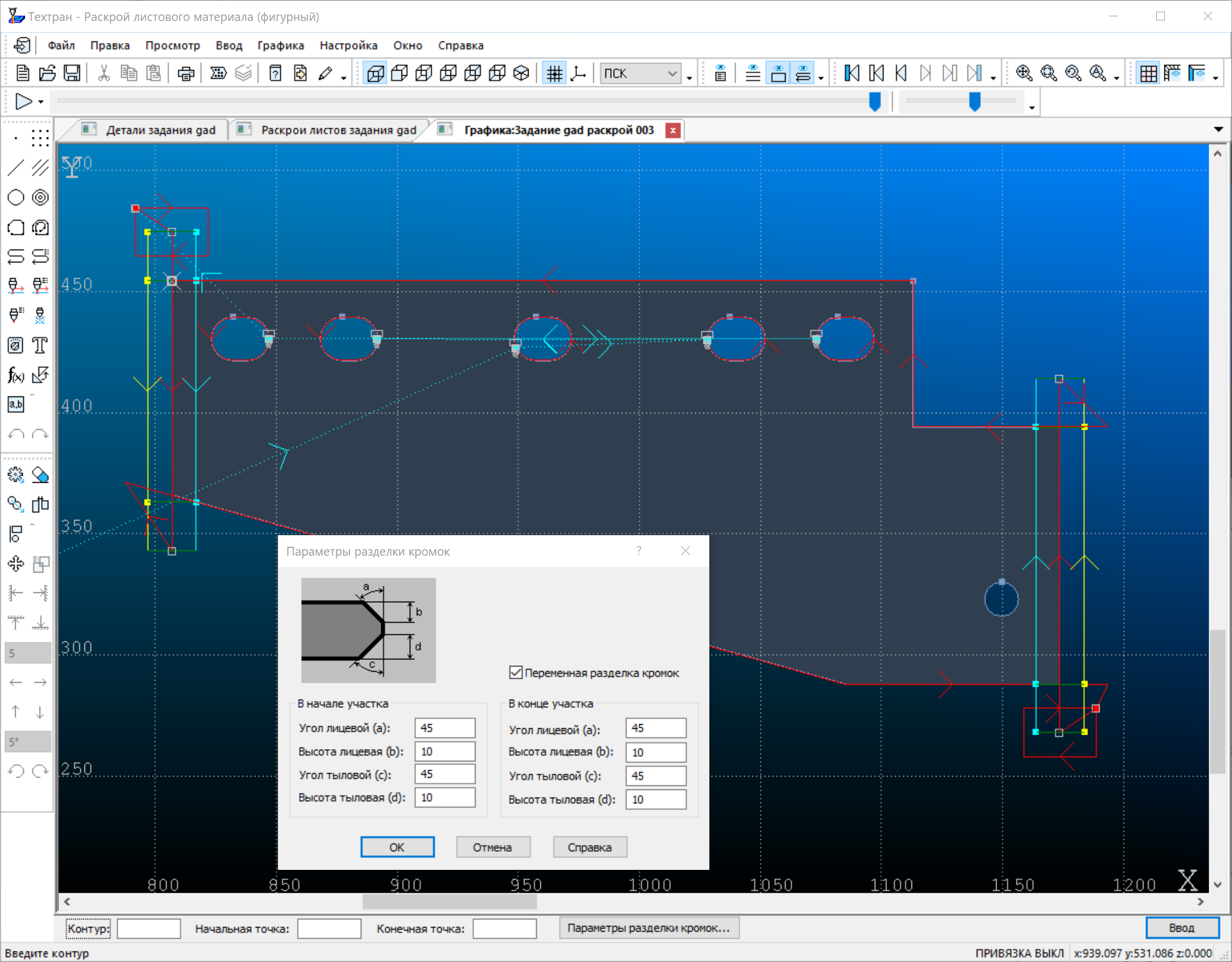
Разделка кромок под сварку
Разделка кромок под сварку может производиться на машинах термической резки, оснащенных трехрезаковыми блоками. В программе предусмотрена возможность обработки деталей как с постоянными, так и с переменными фасками. Постоянная фаска характеризуется постоянством лицевых и тыловых углов и высот по всей длине. Переменная фаска характеризуется равномерным изменением угла и высоты по длине. Программа автоматически встраивает в траекторию движения резака специальные участки - окна вреза в местах включения боковых резаков и петли разворота резаков, которые обеспечивают правильную ориентацию боковых резаков и соблюдение необходимых условий обработки. Положение окон вреза может быть изменено с помощью графического редактора.
Разметка листа
Нанесение разметки на лист может производиться с помощью порошка или керна. Контуры разметки могут храниться в базе данных вместе с деталью. В этом случае разметка оказывается размещенной на листе вместе с деталями. Для программирования работы блока разметки достаточно указать контуры разметки в нужной последовательности. Программа произведет все необходимые переключения и построит траекторию.
Многосуппортовая обработка
На машинах, оборудованных несколькими суппортами, одновременно может вырезаться несколько деталей. Программа обеспечивает автоматическое и ручное размещение деталей с учетом возможностей такого оборудования. При программировании обработки требуемая разводка суппортов выполняется автоматически.
Использование делового отхода
Из неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных для последующего использования.
Документирование
Программа формирует следующие выходные документы:
- карту раскроя листа
- спецификацию раскроя листа
- спецификацию задания на раскрой.
Как правило, конкретный вид выходных документов определяется традициями предприятия. Генератор отчетов, входящий в Техтран, имеет гибкий механизм настройки формата документов и объема выводимой информации.
Автоматическая генерация текста
В процессе построения геометрических объектов и проектирования раскроя листа происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе. Это позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы, к которым относятся:
- Использование ранее написанных программ и макросов, быстрая их модификация
- Параметризация для типовых деталей
- Использование условных операторов, циклов, арифметических выражений и функций
- Возможность отладки и исправления ошибок
Средства разработки и отладки программ
Система включает набор средств для работы с программой на языке Техтран:
Команды выполнения (выполнить оператор, перейти в макрос, выполнить программу до конца, до курсора и т.п.) позволяют выполнять и отлаживать программу на Техтране. Используя эти команды можно выполнить программу целиком или по частям, приостанавливая процесс для анализа результатов выполнения отдельных операторов.
Средства контроля выполнения дают возможность просматривать значения переменных, использовать графическое окно для визуального контроля объектов программы и просматривать диагностическую информацию, сформированную в ходе выполнения программы.
Получение управляющей программы
Постпроцессор, входящий в состав Техтрана, позволяет формировать управляющие программы для различных станков с ЧПУ по программе обработки детали и данным об оборудовании, включенным в состав системы. Используя программу обработки детали, полученную для одного станка, можно получить УП для любого другого станка из списка оборудования.
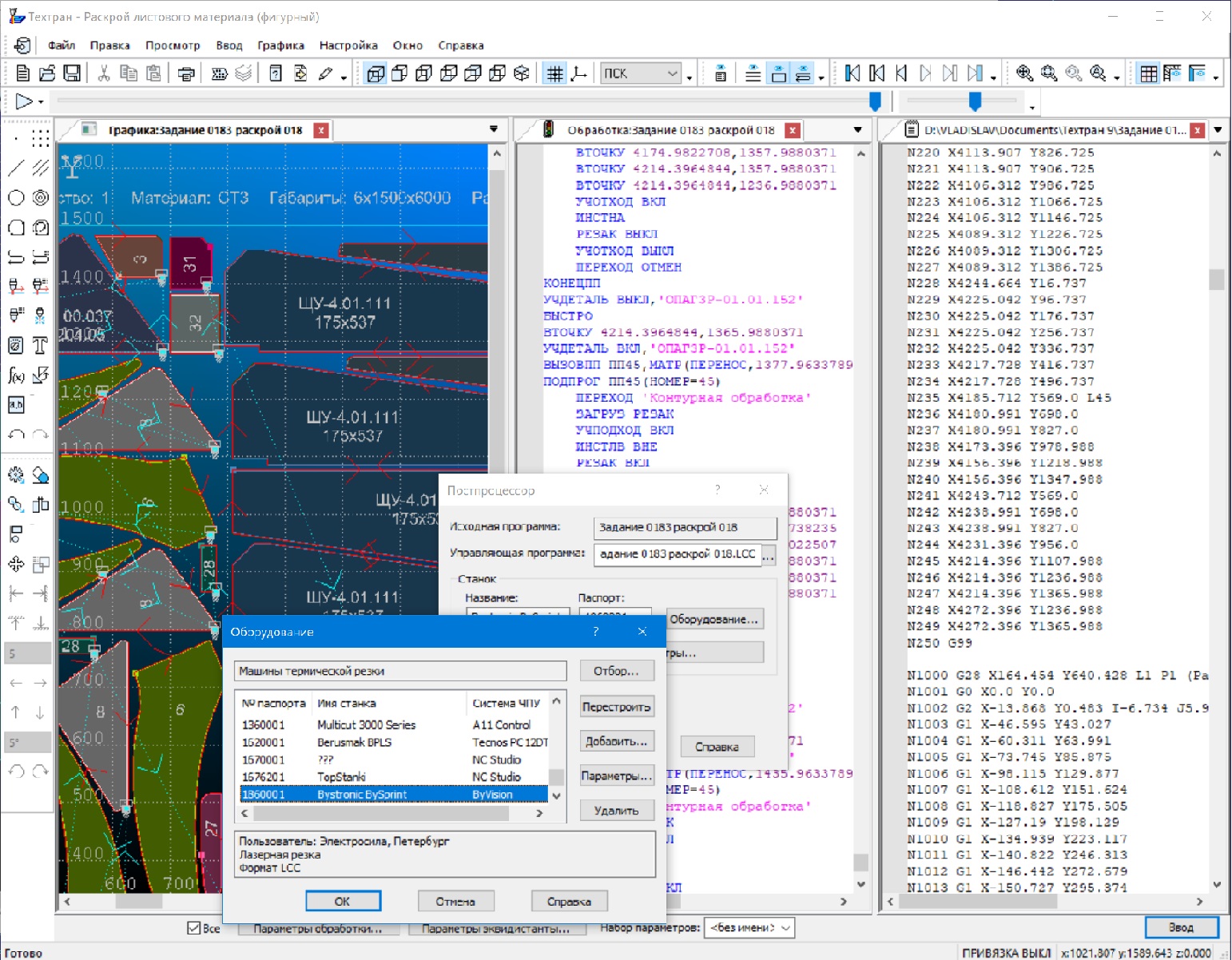
Настройка на конкретное оборудование с ЧПУ
Техтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
Правила назначения подходов и отходов.
• Реализован механизм назначения подходов и отходов на основе списка правил, обеспечивающих подбор различных схем подхода и отхода, исходя из формы детали в определённой точке.
• Организован выбор оптимального и безопасного положения точек подхода на детали, исключающего зарезание как самой детали, так и соседних деталей.
• Предусмотрена возможность использования альтернативных схем подхода и отхода для случая ограниченного пространства для перемещения инструмента.
Совмещённая обработка
• Предлагается новый механизм для обработки совмещённых сторон деталей однократным проходом инструмента между ними (за счёт уплотнения деталей при размещении экономится материал, сокращение траектории инструмента уменьшает его износ (для фрезы), время работы и объём УП).
• Уменьшение количества врезаний в материал увеличивает срок эксплуатации сопел.
• Сняты ограничения на количество деталей, которые могут составлять группу для совмещённой обработки. Детали могут размещаться рядами, однако могут и не составлять регулярную структуру.
• Появилась возможность редактировать параметры полученной обработки, а также порядок обхода.
Приоритеты деталей
• Появилась возможность назначить приоритеты для деталей, включённых в задание на раскрой. Это позволяет управлять очерёдностью изготовления определённых групп деталей, исходя из сроков, складских ресурсов и иных соображений.
Формирование делового отхода
• Добавлена возможность получать деловой отход непосредственно из остатков листа произвольной формы, если не требуется выделение прямоугольных фрагментов.
• При разрезании каркаса стали учитываться области делового отхода, которые не требуется обрабатывать.
Деревообработка
• Реализована функция проектирования технологического фальш-стола, предназначенного для фиксации вакуумным способом фрагментов листа (деталей и остатков), отделяемых от деревянного листа в процессе обработки деталей.
• Организована работа с остатками деревянного листа, образующимися в результате отделения деталей от цельной части листа. Фрагменты подлежат либо фиксации с помощью перемычек, либо удалению путём выборки материала фрезой.
• Управляемый с помощью ползунка выбор областей позволяет получать (и показывать в графическом окне) выбираемые области листа, превосходящие некоторый минимальный размер.
Tehtran API
• Реализованы средства API (программного интерфейса), которые предоставляют функционал системы её пользователям на программном уровне. Это позволяет автоматизировать и ускорять работу с системой, а также обеспечивать более тесное взаимодействие Техтрана с другими программами, использующимися на предприятии.
Графический редактор
• Реализовано рисование следа инструмента в графическом окне в виде области.
• При ручном размещении деталей на листе стала учитываться (и отображаться в графическом окне) обработка, связанная с этими деталями. Область перемещения деталей стала строиться для детали вместе с областью инструмента.
• Появилась возможность выделения в списке переходов диалогового окна “Технологические переходы” с помощью синхронного выделения в графическом окне.
• Добавлена возможность расстановки перемычек на участке контура, а также удаления перемычек и изменения их параметров.
• Добавлена обработка контурного паза (как с плоским, так и с наклонным дном), задаваемая его шириной и контуром середины паза. В отличие от контурной обработки и выборки эта схема позволяет задавать область обработки в упрощённом виде без указания контура её границ.
Расширение функциональности
• Добавлена возможность упрощения геометрии - уменьшение количества сегментов контура в пределах заданной точности. Позволяет ускорить выполнение расчётов и уменьшить объём УП.
• В пакетную обработку добавлен выбор оборудования, определяющий, какой тип обработки производится - фрезерование или резка.
• Реализован вывод обработки по зонам листа в виде отдельных УП.
Документирование
• Добавлена возможность вывода картинок листов задания в спецификацию задания на раскрой.
• Добавлен механизм закраски деталей при формировании спецификации раскроя с картинкой. Закрашенные детали легче воспринимаются, особенно на изображении, насыщенном графической информацией.
• Реализован механизм назначения подходов и отходов на основе списка правил, обеспечивающих подбор различных схем подхода и отхода, исходя из формы детали в определённой точке.
• Организован выбор оптимального и безопасного положения точек подхода на детали, исключающего зарезание как самой детали, так и соседних деталей.
• Предусмотрена возможность использования альтернативных схем подхода и отхода для случая ограниченного пространства для перемещения инструмента.
Совмещённая обработка
• Предлагается новый механизм для обработки совмещённых сторон деталей однократным проходом инструмента между ними (за счёт уплотнения деталей при размещении экономится материал, сокращение траектории инструмента уменьшает его износ (для фрезы), время работы и объём УП).
• Уменьшение количества врезаний в материал увеличивает срок эксплуатации сопел.
• Сняты ограничения на количество деталей, которые могут составлять группу для совмещённой обработки. Детали могут размещаться рядами, однако могут и не составлять регулярную структуру.
• Появилась возможность редактировать параметры полученной обработки, а также порядок обхода.
Приоритеты деталей
• Появилась возможность назначить приоритеты для деталей, включённых в задание на раскрой. Это позволяет управлять очерёдностью изготовления определённых групп деталей, исходя из сроков, складских ресурсов и иных соображений.
Формирование делового отхода
• Добавлена возможность получать деловой отход непосредственно из остатков листа произвольной формы, если не требуется выделение прямоугольных фрагментов.
• При разрезании каркаса стали учитываться области делового отхода, которые не требуется обрабатывать.
Деревообработка
• Реализована функция проектирования технологического фальш-стола, предназначенного для фиксации вакуумным способом фрагментов листа (деталей и остатков), отделяемых от деревянного листа в процессе обработки деталей.
• Организована работа с остатками деревянного листа, образующимися в результате отделения деталей от цельной части листа. Фрагменты подлежат либо фиксации с помощью перемычек, либо удалению путём выборки материала фрезой.
• Управляемый с помощью ползунка выбор областей позволяет получать (и показывать в графическом окне) выбираемые области листа, превосходящие некоторый минимальный размер.
Tehtran API
• Реализованы средства API (программного интерфейса), которые предоставляют функционал системы её пользователям на программном уровне. Это позволяет автоматизировать и ускорять работу с системой, а также обеспечивать более тесное взаимодействие Техтрана с другими программами, использующимися на предприятии.
Графический редактор
• Реализовано рисование следа инструмента в графическом окне в виде области.
• При ручном размещении деталей на листе стала учитываться (и отображаться в графическом окне) обработка, связанная с этими деталями. Область перемещения деталей стала строиться для детали вместе с областью инструмента.
• Появилась возможность выделения в списке переходов диалогового окна “Технологические переходы” с помощью синхронного выделения в графическом окне.
• Добавлена возможность расстановки перемычек на участке контура, а также удаления перемычек и изменения их параметров.
• Добавлена обработка контурного паза (как с плоским, так и с наклонным дном), задаваемая его шириной и контуром середины паза. В отличие от контурной обработки и выборки эта схема позволяет задавать область обработки в упрощённом виде без указания контура её границ.
Расширение функциональности
• Добавлена возможность упрощения геометрии - уменьшение количества сегментов контура в пределах заданной точности. Позволяет ускорить выполнение расчётов и уменьшить объём УП.
• В пакетную обработку добавлен выбор оборудования, определяющий, какой тип обработки производится - фрезерование или резка.
• Реализован вывод обработки по зонам листа в виде отдельных УП.
Документирование
• Добавлена возможность вывода картинок листов задания в спецификацию задания на раскрой.
• Добавлен механизм закраски деталей при формировании спецификации раскроя с картинкой. Закрашенные детали легче воспринимаются, особенно на изображении, насыщенном графической информацией.
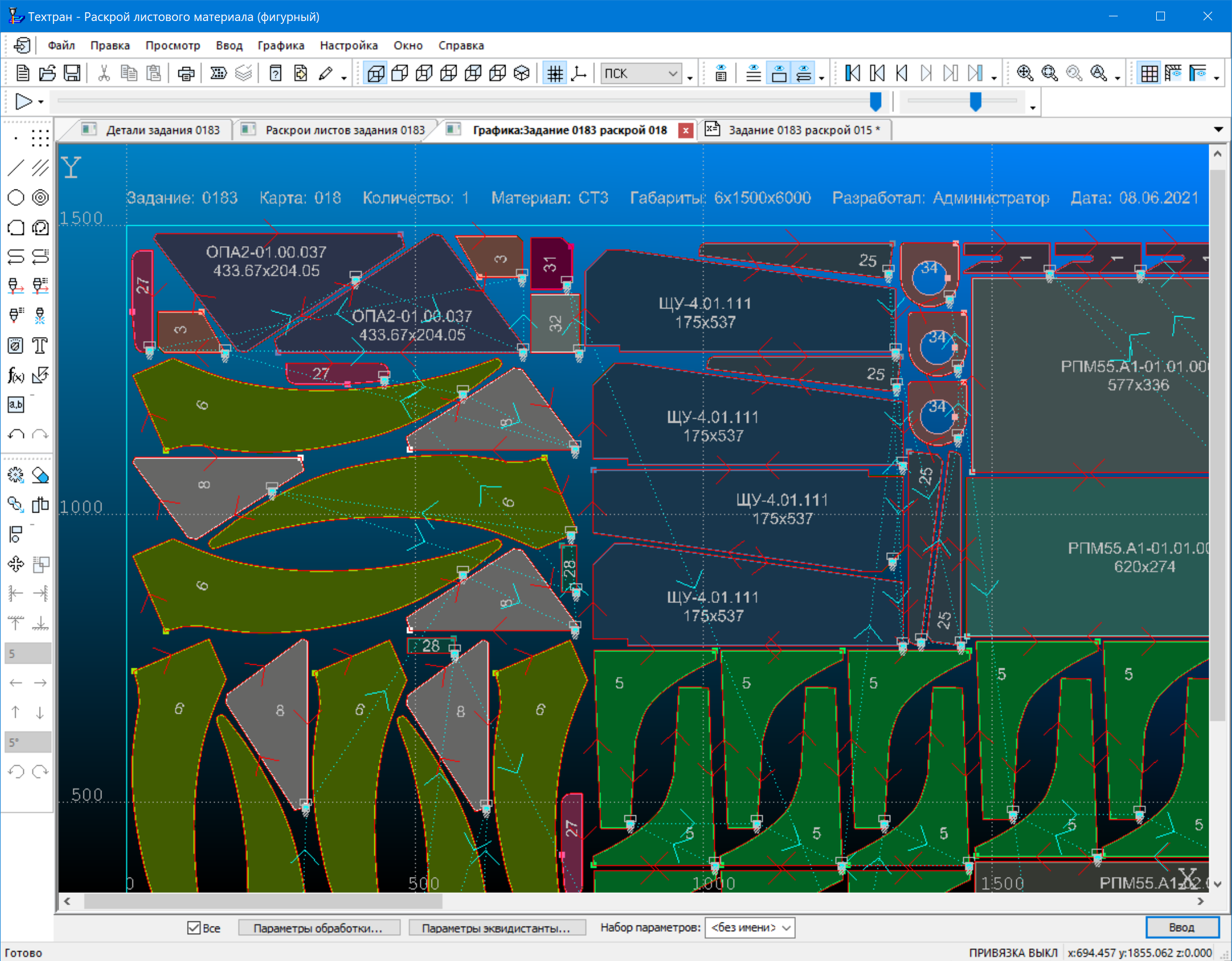
| 1) Фрезерная обработка. В систему включены возможности фрезерной обработки: сверление отверстий, контурная обработка, выборка и др. Это позволяет заметно расширить класс оборудования, на которое ориентирована программа. Появилась возможность программировать обработку на раскройно-фрезерных станках и на комбинированных машинах, сочетающих резку листового металла и фрезерную обработку. | |
 |
|
| 2) Сохранение табличных фильтров. Табличные фильтры используются для удобства просмотра базы данных. Они позволяют отображать только те элементы, которые отвечают определенным условиям. Теперь фильтры, заданные пользователем, могут сохраняться между сеансами, добавляясь в структуру базы данных. | |
| 3) Настройка панелей инструментов - позволяет сократить время доступа к часто используемым командам за счёт возможностей редактирования стандартных панелей инструментов, создания и сохранения собственных. | |
 |
|
| 4) Импорт плоских деталей из трёхмерной модели позволяет импортировать контуры деталей из файла трехмерной модели, в том случае, если модель представляет собой сборку из плоских элементов. Из модели извлекается только геометрия деталей, форма которых характерна для листовой обработки. | |
 |
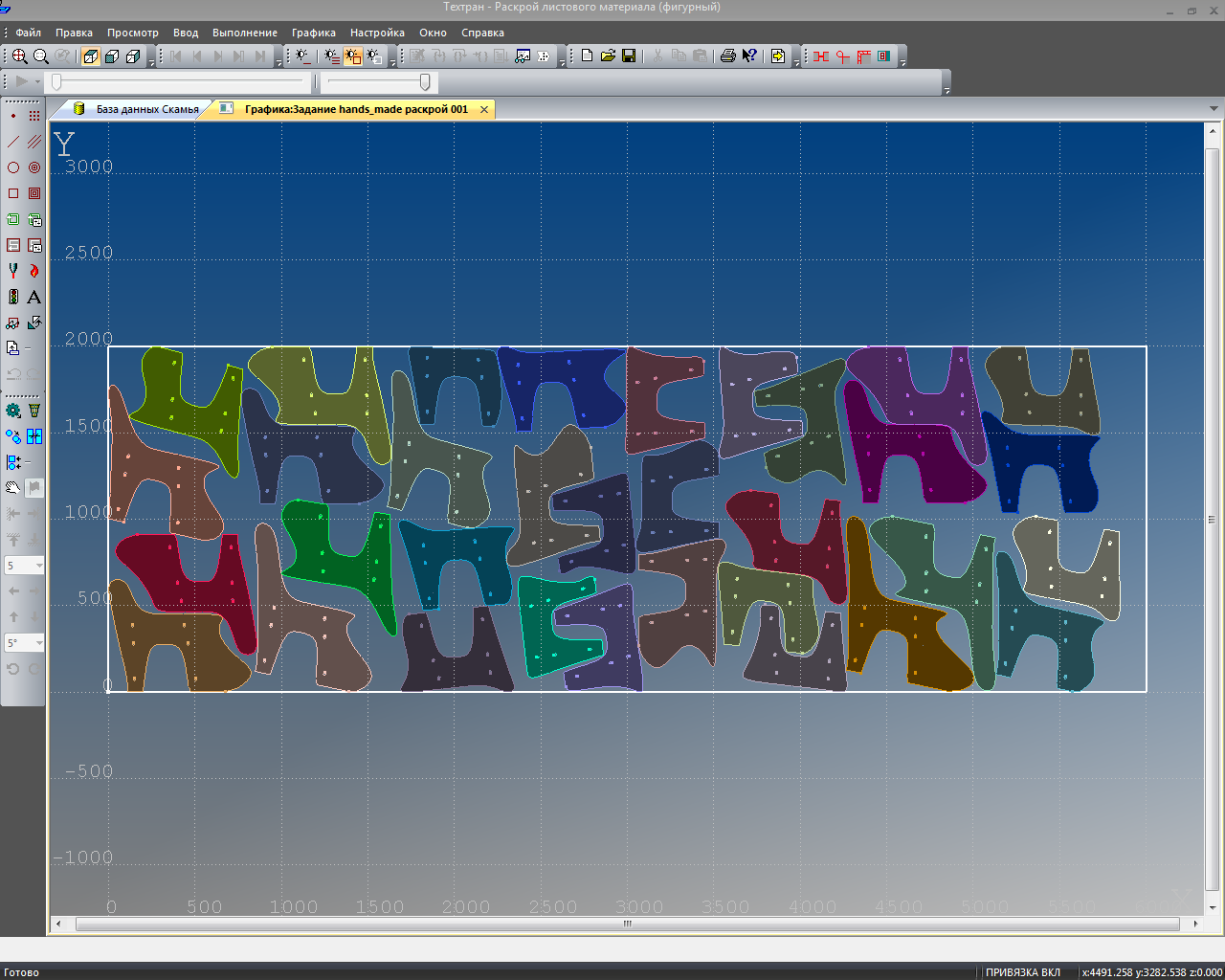 |
| 5) Трехмерная визуализация разделки кромок на деталях. Кромки задаются на детали и отображаются в виде связанных линий реза на верхней и нижней поверхности воображаемого листа, из которого изготавливаются детали. Именно эти линии определяют реальное положение детали при размещении на листе, принимая во внимание то, что они могут выходить за пределы границ деталей. Таким образом, визуализация кромок позволяет добиться такого размещения детали, чтобы при обработке избежать зарезания соседних деталей. | |
 |
|
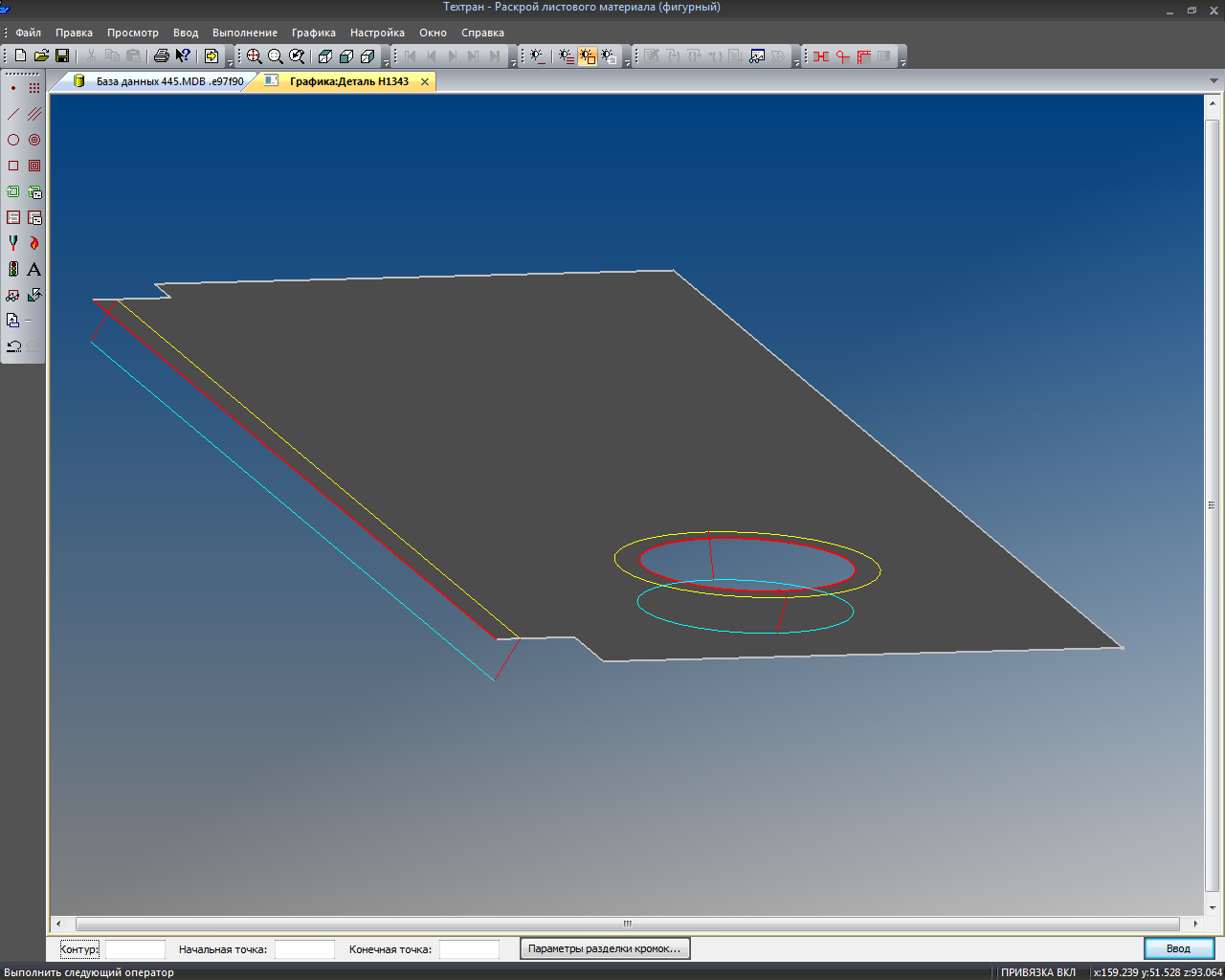
| 6) Годограф плотного размещения - существенное увеличение скорости и качества автоматического размещение деталей. | |
 |
|
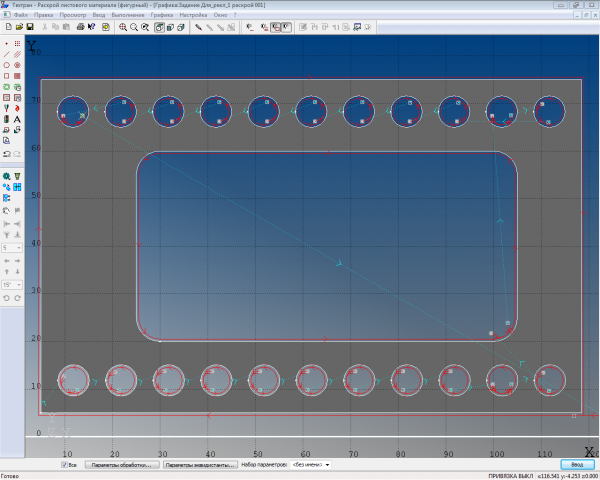
| 7) Размещение деталей полосой - способ автоматического размещения деталей на листе, рассчитанный на заполнение листа полосами, составленными из деталей одного наименования. В большинстве случаев обеспечивает наиболее плотное размещение за счет заранее определенной повторяющейся формы последующих деталей. | |
 |
|
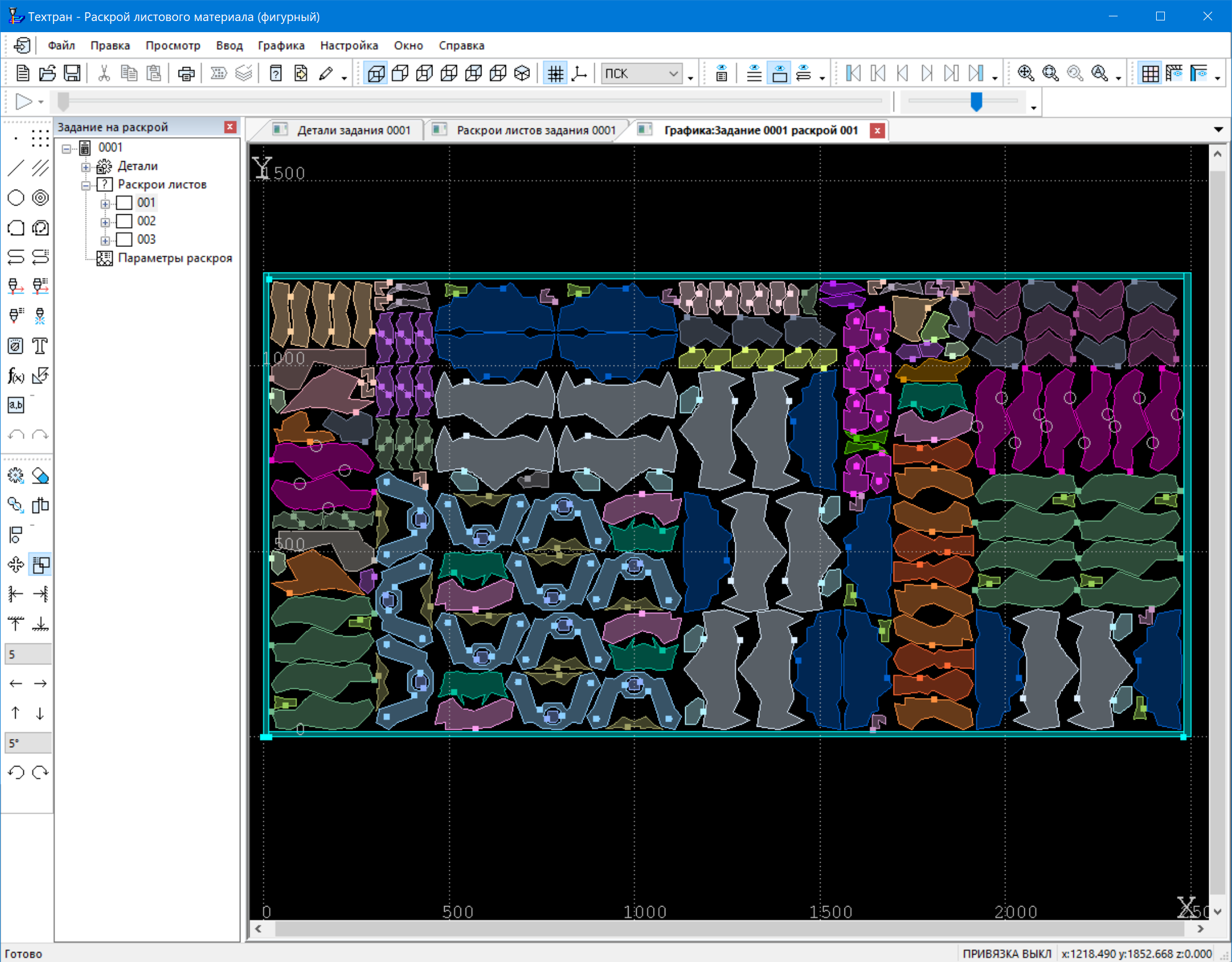
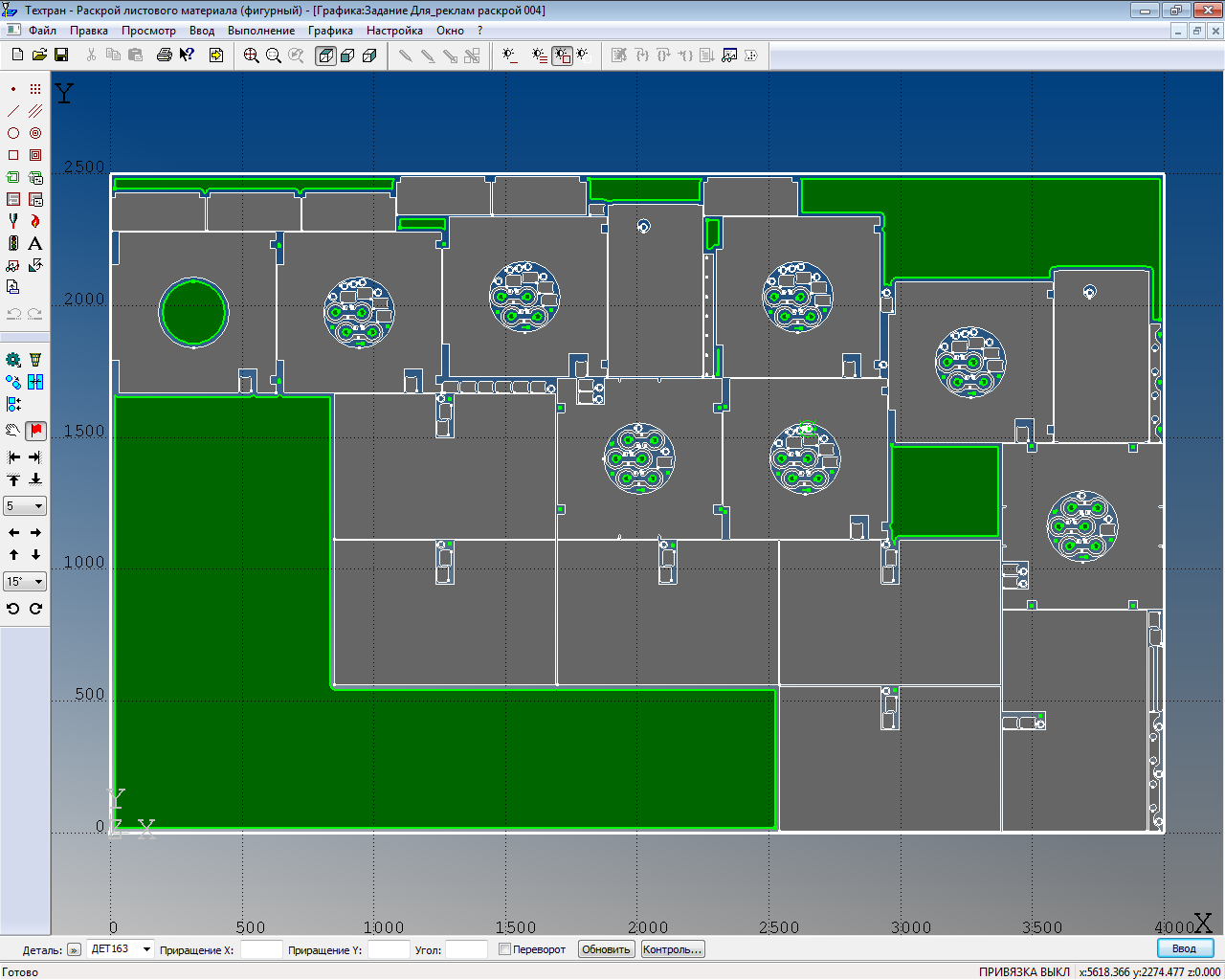
| 8) Группирование размещенных деталей с помощью цвета. Это режим отображения, в котором детали каждого наименования на листе раскрашиваются в определенный цвет. Такое мозаичное выделение более четко выявляет деталь относительно других, что особенно существенно, если в размещении задействованы десятки или даже сотни деталей. | |
 |
|
| 9) Назначение нескольких мостиков за один раз существенно упрощает работу, когда требуется соединить мостиками большое количество деталей. Такой метод заменяет более трудоемкое построение каждого мостика в отдельности. Расстановка мостиков применяется для обработки нескольких деталей без выключения резака. | |
 |
|
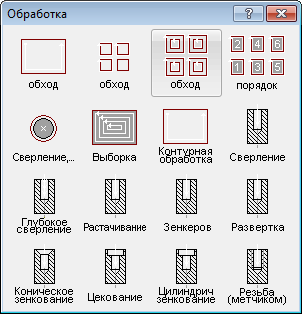
| 10) Изменение последовательности обработки удобный инструмент для изменения первоначального порядка обработки элементов делали. Необходимость в этом может возникнуть при автоматическом назначении обработки для учета особенностей конкретного раскроя. | |
| 11) Отрезание делового отхода позволяет произвести обработку, связанную с отрезанием делового отхода, непосредственно при его формировании из листа. | |
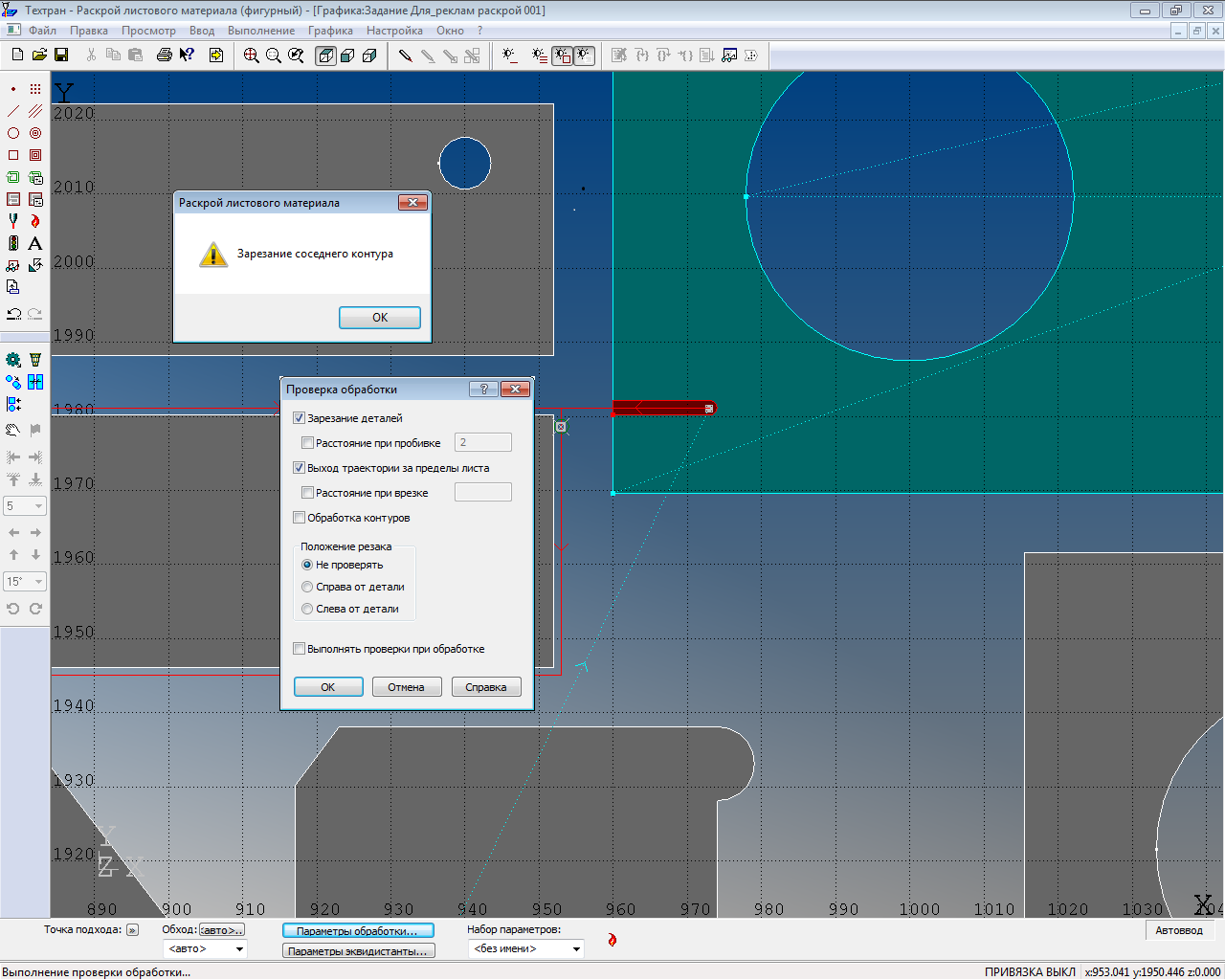
| 12) Проверка обработки. Расширены возможности контроля корректности обработки. Добавлена проверка соблюдения безопасного расстояния до детали при выключении резака. Также предусмотрен режим, в котором проверки производятся не только при анализе готовой траектории, но и непосредственно при ее построении для поиска альтернативных решений. | |
| 13) Пакетная обработка. Совершенствуется механизм пакетной обработки. Теперь можно прервать процесс при возникновении ошибки. Добавлено информационное окно состояния пакетной обработки. Предусмотрена пакетная обработка для деталей (проверка геометрии и нанесение надписей). | |
| 14) Воспроизведение обработки. Добавлен механизм, позволяющий воспроизводить обработку графическом окне в различных режимах. Управление организовано по типу плеера: непрерывное воспроизведение, пошаговая и ускоренная прокрутка в прямом и обратном направлении. Дает возможность анализировать полученный результат. | |
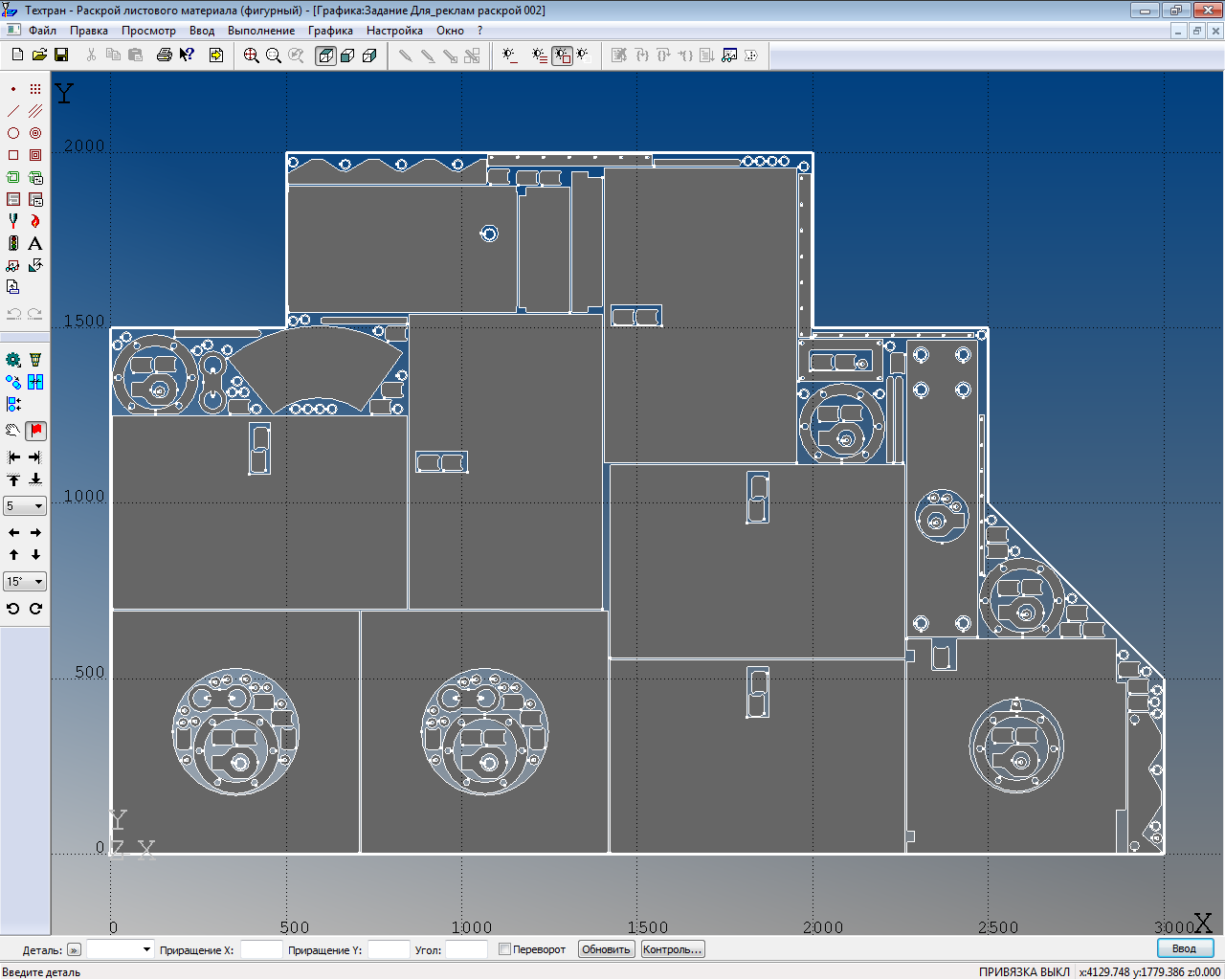
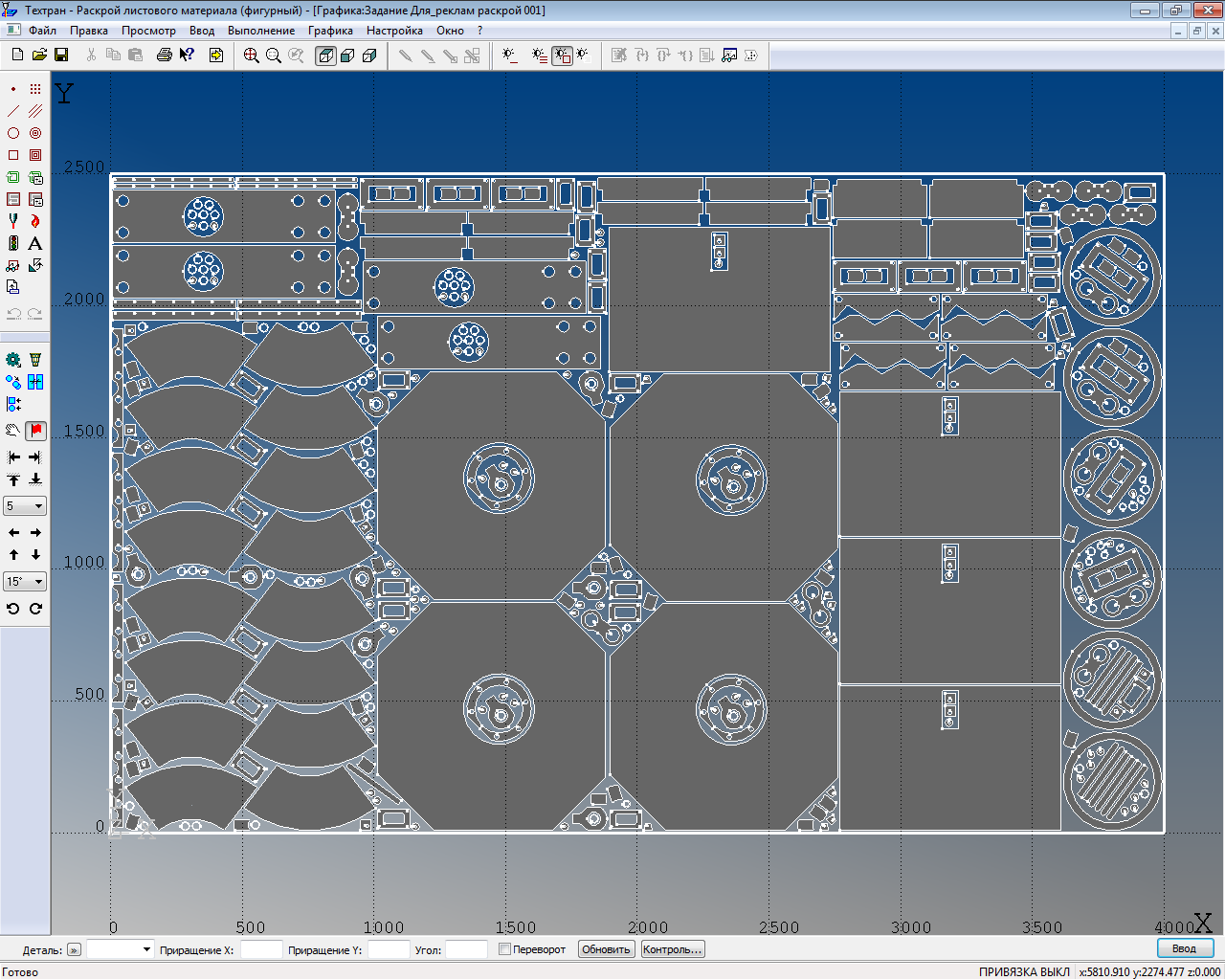
Режим автоматического размещения с помощью годографа позволяет:
- Разместить детали на листах и деловых отходах произвольной формы
- Дополнительно разместить детали на листах, на которых уже были размещены детали, повысив коэффициент использования материала
 |
 |
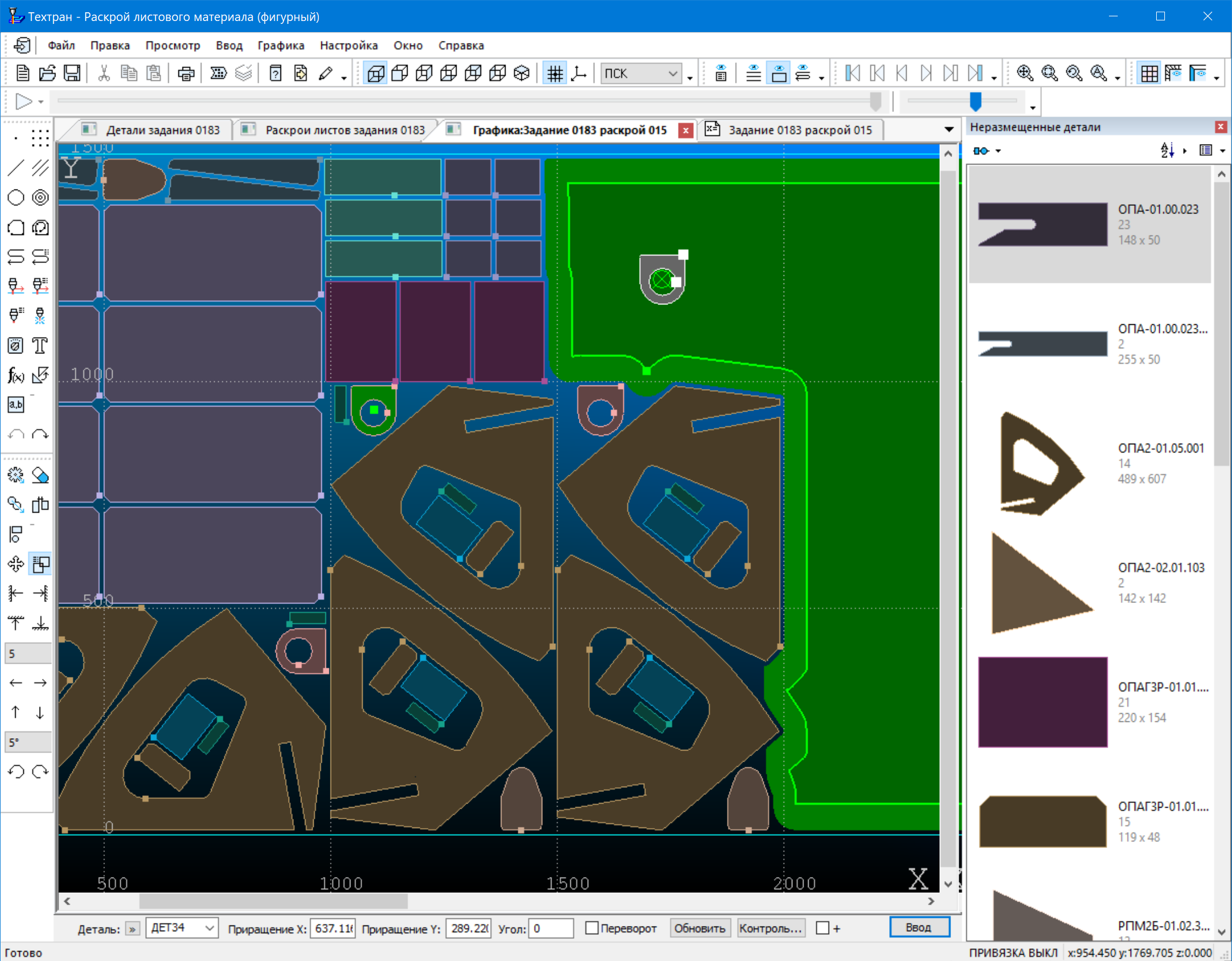
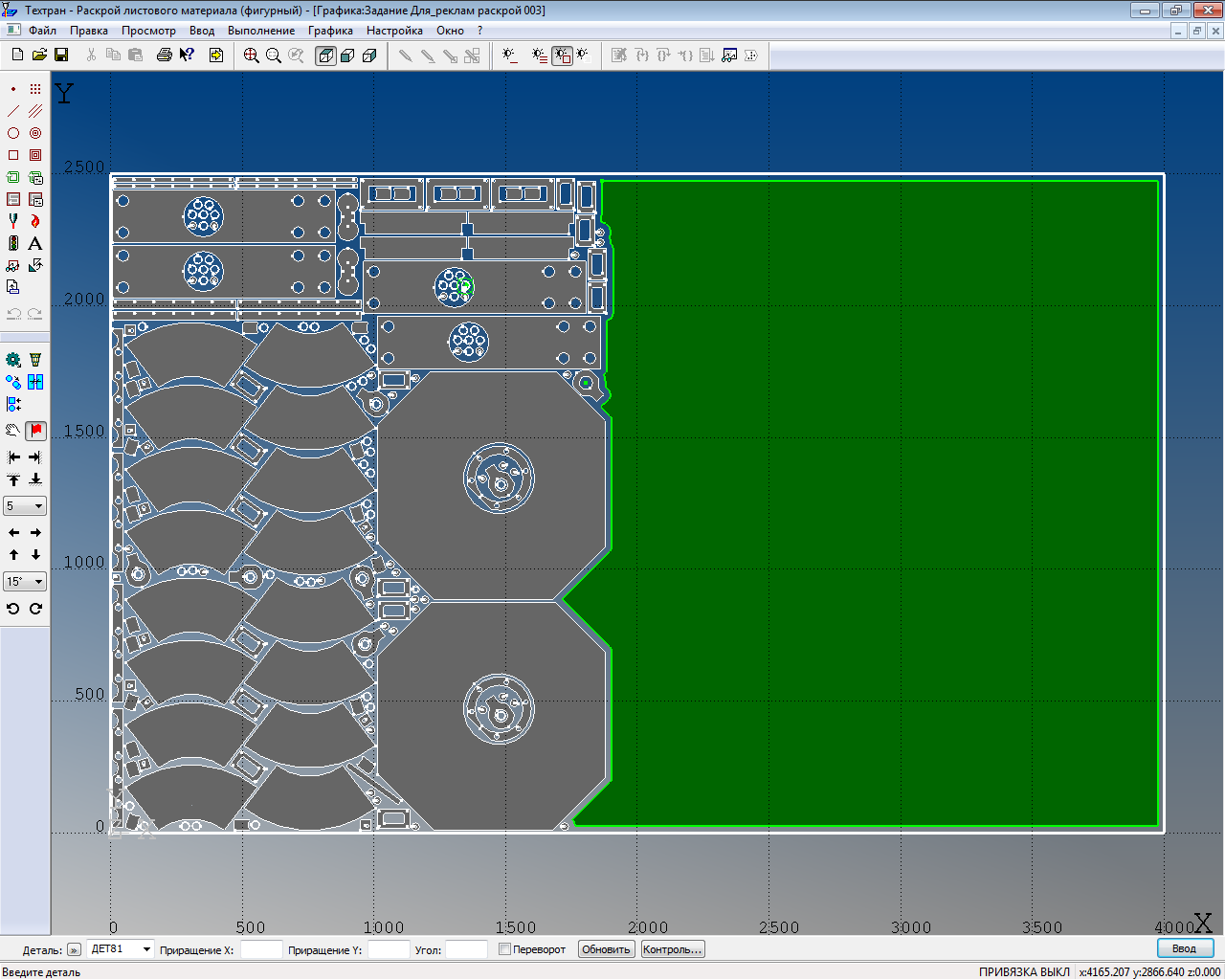
Режим ручного размещения с помощью годографа
Упрощена работа по поиску оптимального положения детали на листе за счет построения и отображения в графическом окне свободной области, в пределах которой эта деталь может беспрепятственно перемещаться
 |
 |
Проверка обработки
- Контроль зарезания деталей при обработке
- Отслеживание выхода траектории обработки за пределы листа
- Проверка наличия необработанных деталей
 |
Дополнительный алгоритм перемещения инструмента
Реализован алгоритм перемещения инструмента между обрабатываемыми отверстиями по кратчайшему расстоянию. Благодаря ему минимизируется траектория холостых перемещений.
 |
Расширенный механизм автоматического формирования контуров делового отхода
• Увеличение количество контуров при формировании делового отхода в автоматическом режиме
• Объединение смежных фрагментов листов деловых отходов
 |
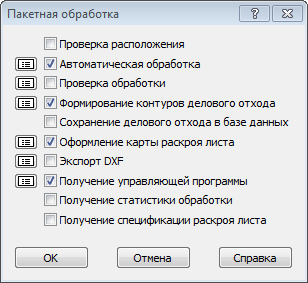
Пакетная обработка
Реализована пакетная обработка - режим работы, в котором ряд действий автоматически выполняется над раскроями листов. Задача пакетной обработки – выполнить последовательность длительных операций, избавить пользователя от многократного открывания объектов базы данных, тем самым сократить количество рутинной работы и повысить эффективность.
В режиме пакетной обработки могут быть выполнены следующие действия:
- проверка правильности расположения деталей на листе
- автоматическая обработка деталей
- проверка полученной траектории на предмет зарезаний
- получение контуров делового отхода, карт раскроя, управляющих программ, статистики обработки, спецификации раскрое листов
- экспорт деталей и траекторий
 |
Пользовательские поля
Реализована возможность создания дополнительных полей для фильтрации, сортировки, поиска и вывода пользовательских данных в отчёты.
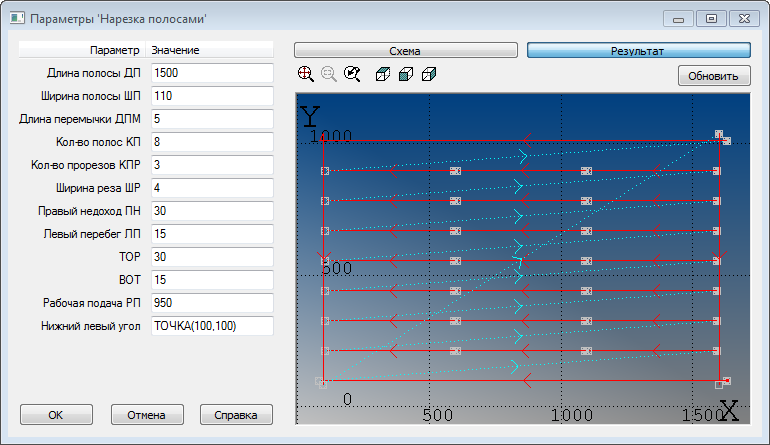
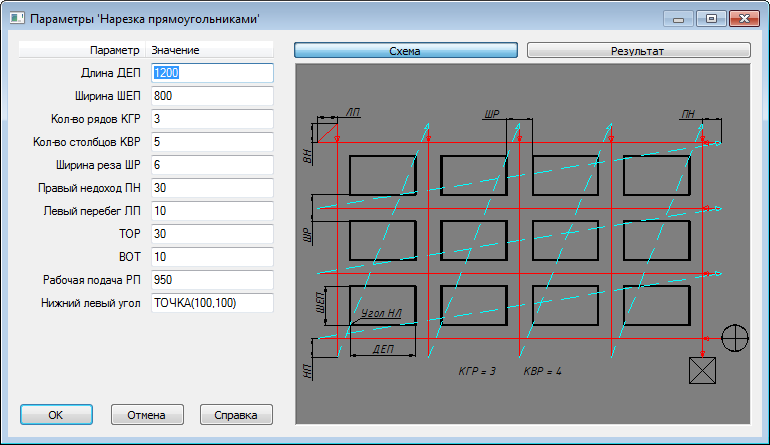
Библиотека резки
Для сокращения времени подготовки программ реализована библиотека резки полос, прямоугольников и трапеций
 |
 |
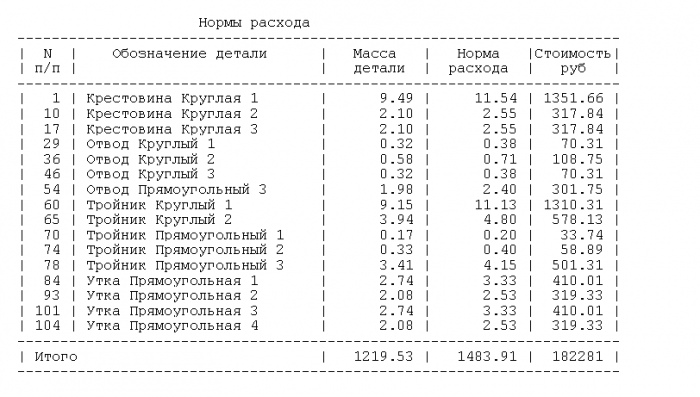
Расчёт себестоимости резки деталей
Расчёт позволяет определить стоимость работ за отчетный период. В отчёте формируется себестоимость резки, рассчитанная на основе заполненных пользователем специальных таблиц. Формулы расчета могут быть адаптированы. В оценке стоимости решения учитывается:
- стоимость раскраиваемых листов;
- стоимость делового отхода;
- стоимость лома;
- стоимость шлака;
- общее время обработки (включает амортизацию оборудования и зарплату персонала);
- количество пробивок (включает расход сопел, газов, энергии);
- путь/время резки (включает расход сопел, газов, энергии).
- путь/время холостых ходов (включает расход газов, энергии).
Стоимость вычисляется отдельно для каждого раскроя листа.
Стоимости могут быть просуммированы для спецификации задания на раскрой.
Стоимость может быть распределена по деталям пропорционально их площади и периметру.

Формулы расчёта могут быть адаптированы индивидуально под конкретные требования предприятия.
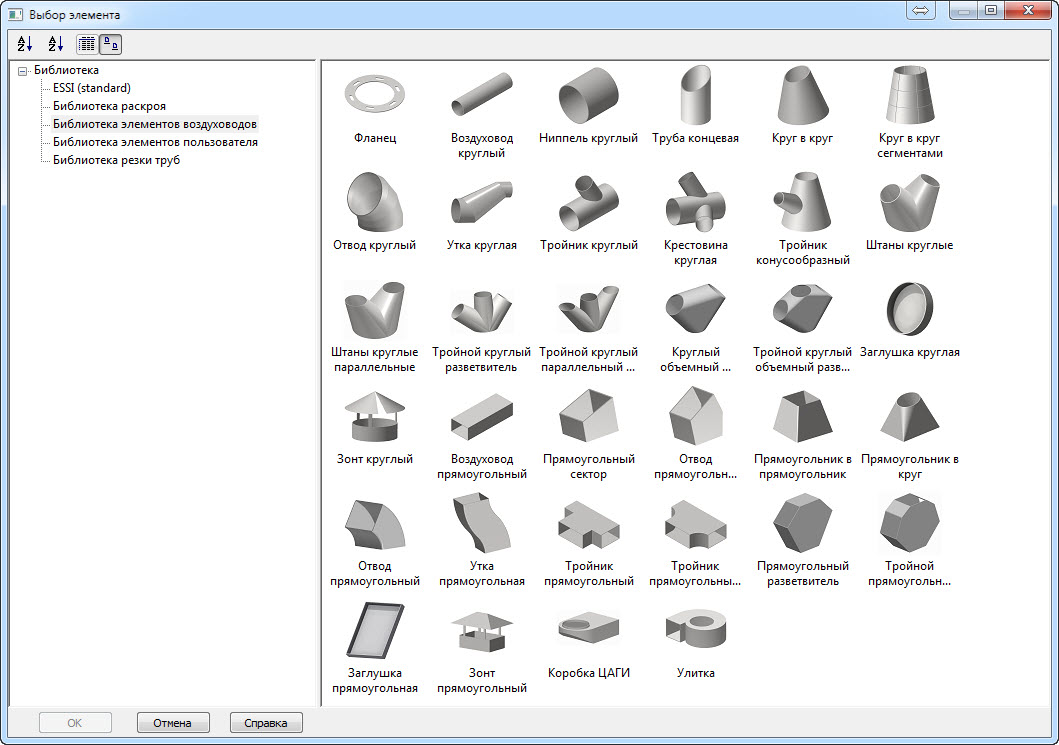
Библиотека элементов воздуховодов
Разработана библиотека элементов воздуховодов, состоящая из фасонных частей воздуховодов (поставляется опционально).
|
|
Использование библиотеки позволяет:
- получать развертки деталей с требуемыми характеристиками
- с помощью окна предварительного просмотра подбирать оптимальное сочетание тех параметров, которые не являются фиксированными (например, расположение линии разреза цилиндрического участка).
- включать в деталь дополнительные соединительные элементы - фальцы.
- принимать в расчет толщину листа, чтобы компенсировать деформации его внешней и внутренней поверхностей, возникающие в процессе гибки.
- при необходимости разбивать деталь на несколько фрагментов
- выбирать элементы и назначать геометрические и технологические параметры в диалоговом режиме
- автоматически формировать развёртки с учётом радиуса гиба
- оперативно просматривать и изменять варианты развёрток
- просматривать трёхмерные модели получаемых сочленений
Применение библиотеки элементов воздуховодов позволит:
- сократить время проектирования развёрток
- учитывать технологические особенности соединений элементов
- получить высокую точность построения развёрток
- контролировать геометрию построенных развёрток на этапе проектирования
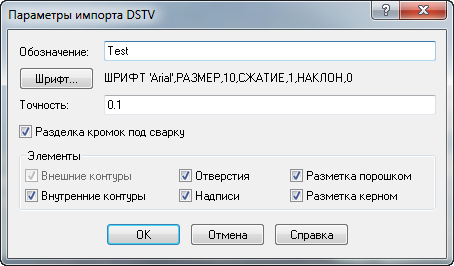
Импорт файлов dstv (nc)
Импорт позволит передать не только геометрию деталей и её обозначение, но и требуемое для раскроя количество деталей с указанием толщины материала. Программы, поддерживающие формат DSTV(NC) - Tekla Structures, Advance Steel, StruCAD.
 |
Спецификация раскроя листа
Реализован вывод спецификации раскроя листа вместе с изображением карты раскроя. Вывод осуществляется в формате .rtf.
Работа с фильтрами
Существенно расширена работа с фильтрами при поиске информации в Базе данных
Сервисные возможности:
- Реализована заливка деталей и делового отхода
- Реализован градиентный фон для графического окна
- Реализован быстрый перенос листов и деталей в Задание на раскрой
- Смена ключа аппаратной защиты