☎ +7 (812) 321-00-55 доб. 237, 248
Техтран – Раскрой листового материала, версия 7
CADmaster #2 (75) 2014 (март-апрель)
В этой статье мы обсудим наиболее заметные усовершенствования очередной версии программы Техтран® – Раскрой листового материала.

Надо заметить, что на протяжении последних лет прогресс обходил стороной и оставлял без принципиальных изменений один из самых основополагающих механизмов программы раскроя – размещение деталей на листе. Наконец очередь дошла и до размещения: сняты ограничения, добавлена визуализация, усовершенствовано управление. Кроме того, появилось средство автоматизации работы на уровне базы данных – пакетная обработка раскроев листов. Программа планомерно вытесняет человека из сфер, где он совсем недавно мог самозабвенно тратить свои силы и время.
Оптимальное размещение деталей на листе
Использование листа произвольной формы. До сих пор механизм автоматического размещения работал только с прямоугольными листами. Теперь – с любыми. Где мы сможем воспользоваться нововведением?
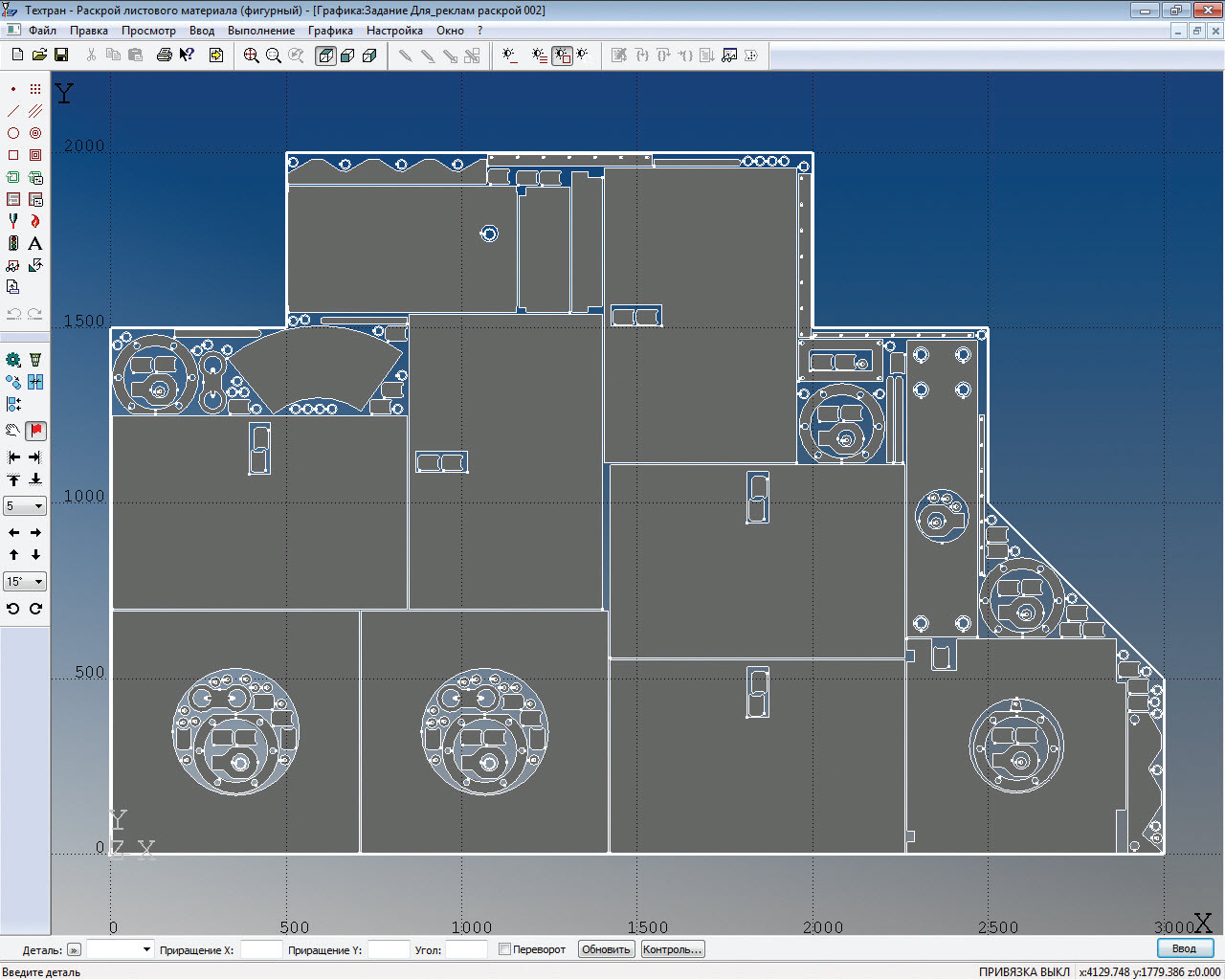
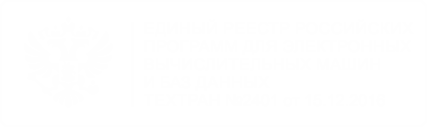
Рис. 1. Автоматическое размещение деталей на листе делового отхода
Листы делового отхода. Достаточно крупные части листа, оставшиеся после обработки, могут возвращаться на склад и сохраняться в базе данных как самостоятельные листы делового отхода. При этом по мере возможности их форма упрощается за счет обрезки. Впрочем, из соображений рационального использования материала иной раз приходится откладывать и круглые фрагменты. Техтран и прежде позволял включать такие листы делового отхода в задание на раскрой наряду с цельными прямоугольными листами. Но размещать детали на листах нестандартной формы приходилось вручную. Теперь правила стали универсальными для любых типов листов (рис. 1).
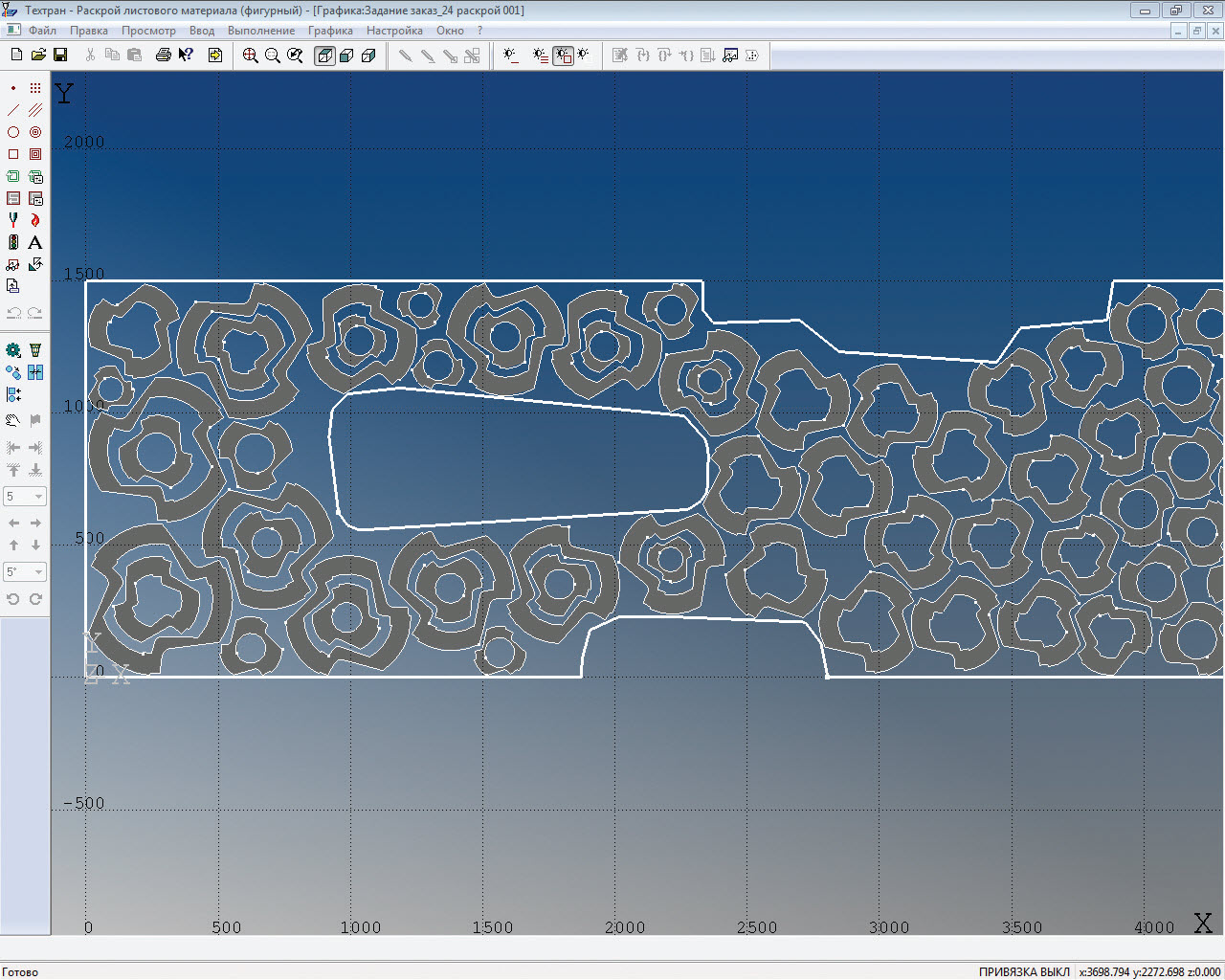
Рис. 2. Автоматическое размещение деталей на листе с дефектами
Лист с дефектами. Другая ситуация, где обрабатывается лист нестандартной формы, может возникнуть при наличии дефектов у цельного листа. Чтобы программа смогла принять во внимание особенности такого листа, при его сохранении в базе данных нужно отредактировать границы, исключив недоброкачественные зоны. Автоматическое размещение деталей производится с учетом не только формы внешней границы, но и ограничений во внутренней части листа (рис. 2).
Использование листа, частично заполненного деталями. Появилась возможность автоматически докладывать детали на лист, на котором уже было размещено некоторое количество деталей. Необходимость в такой операции может возникнуть в различных ситуациях. Например, при использовании деталей-заполнителей. Представим себе, что имеется задание на изготовление определенного набора деталей. Все они размещены на необходимом числе листов. Однако нет никакой гарантии того, что между деталями на листах не образовались достаточно обширные пустоты – ведь заказанные детали не обязаны идеально стыковаться между собой. Чтобы наилучшим образом задействовать бесхозные участки листа, их заполняют мелкими деталями, не относящимися к данному заданию. Для этого после размещения деталей задания требуется дополнительно включить в него детали-заполнители, а затем произвести размещение этих добавленных деталей. Таким образом будет достигаться высокий коэффициент использования материала (КИМ) независимо от состава изделия.
Ручное размещение деталей на листе с помощью годографа. В режиме ручного размещения пользователь находит желаемое положение детали, перемещая ее по листу с помощью мыши. Во время разработки новой версии подверглось модификации поведение детали под воздействием двигающей ее руки пользователя с одной стороны и препятствующих продвижению деталей и края листа с другой. К этому добавилась визуальная поддержка. Ее задача – наглядно отразить все многообразие вариантов компактного расположения выделенной детали по отношению к остальным. В основе большинства появившихся полезных функций, связанных с размещением деталей, лежит годограф.

Рис. 3. Визуализация области перемещения и годографа выделенной детали
Визуализация области возможного перемещения детали. В данном случае годограф вектор-функции плотного размещения детали представляет собой кривую, которая объединяет положения центра детали во всех ее предельных позициях по отношению к размещенным деталям. Теперь в режиме размещения Техтран показывает годограф детали в графическом окне (рис. 3). Центр детали, по отношению к которому построен годограф, помечается специальным значком с крестиком. И кроме того отображаются области возможного перемещения детали.
Окинув взглядом размещение деталей с годографом и областями перемещения, мы сразу получаем точное представление о том, как в принципе распределена зона контакта стыкуемых объектов. По форме годографа можно оценить, где среди всех вариантов плотного размещения могут находиться наиболее удачные. В первую очередь самые компактные сочетания следует искать в таких положениях, где центр инструмента оказывается на внешних углах годографа.
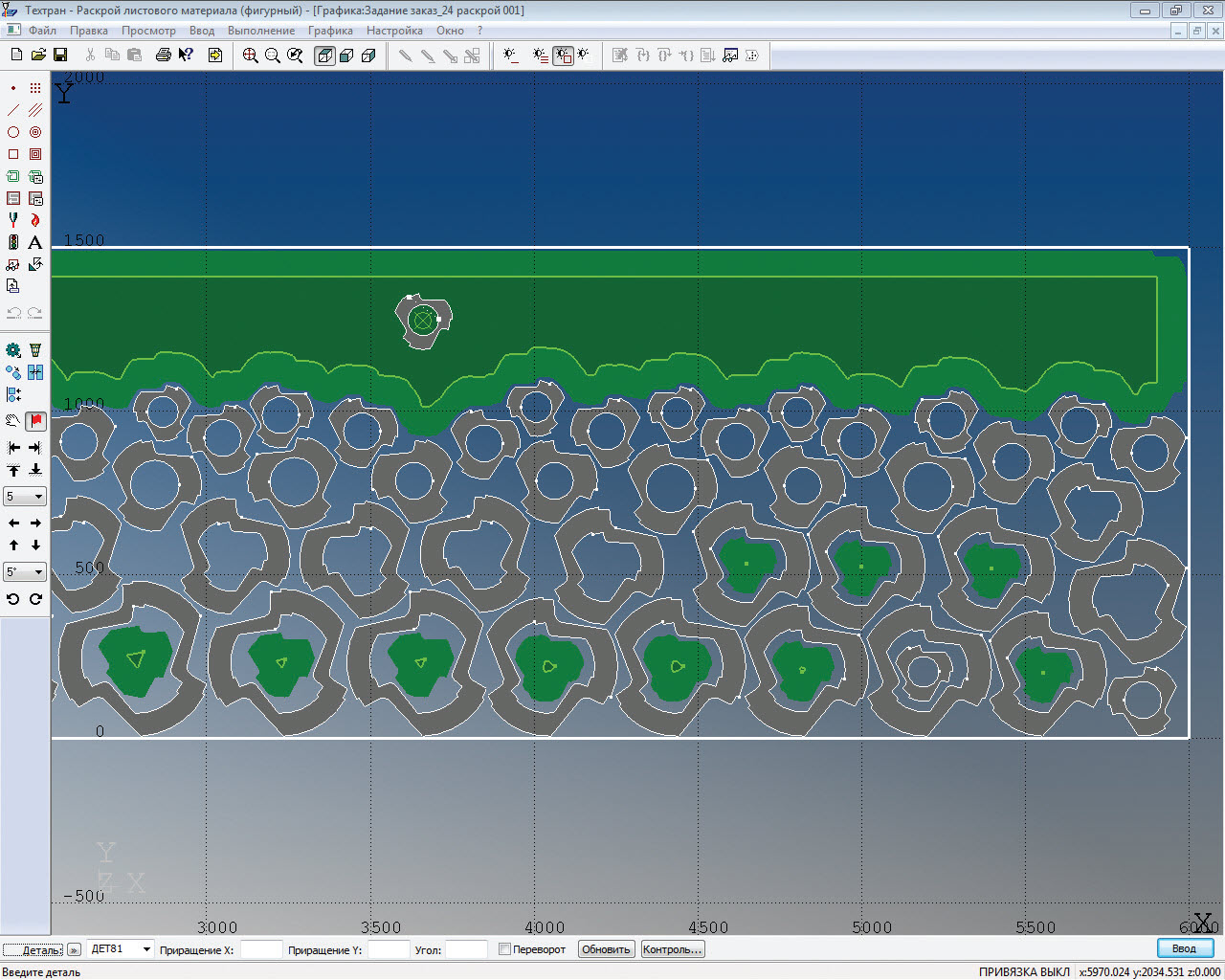
Рис. 4. Визуализация помогает определить возможность размещения детали в «узких» местах
Особенно полезно представлять себе расположение «узких» мест, где деталь оказывается зажатой с разных сторон другими деталями. Это наиболее предпочтительные положения с точки зрения плотности размещения. В таких местах годограф детали, отображаемый в графическом окне, превращается в линию или даже точку. Непросто угадать без подсказки, где обнаружатся такие «островки жизни» (рис. 4). Тем более – точно вписать деталь в подобную ячейку или лабиринт.
Удержание детали в свободной части листа и скольжение вдоль годографа. Собственно, теперь наличие снайперских способностей при работе с системой становится все менее актуальным, поскольку программа сама помещает деталь в ближайшее допустимое положение. Следуя за курсором мыши, деталь будет перескакивать по возможным позициям, если они изолированы друг от друга, и плавно скользить вдоль препятствий, если годограф содержит протяженный участок. Эффект скольжения детали по годографу, как по рельсам, позволяет точно попадать центром детали в его угловые точки. Эти точки в большинстве случаев определяют наилучшие решения.
Перемещение группы деталей. Все приведенные соображения справедливы и при одновременном перемещении нескольких деталей. Выделив детали, мы увидим в графическом окне область, пригодную для перемещения жесткой связки уже всей группы деталей. Можно получить хороший эффект, выбрав для перемещения плотно подогнанную группу деталей и просчитав с помощью годографа, где она будет смотреться наиболее удачно.
Пакетная обработка
Пакетная обработка – режим работы, в котором ряд действий автоматически выполняется над раскроями листов. Данный режим наиболее актуален прежде всего в тех случаях, когда требуется получить результат для большого числа объектов базы данных. Вполне реально, когда задание на раскрой включает сотни раскроев листов. Никто не запрещает производить все операции по отдельности в рамках каждого раскроя, однако для этого придется раз за разом открывать объекты базы данных, а затем повторять рутинное путешествие по командам меню и диалоговым окнам. Даже несколько элементарных действий на пару минут, помноженные на сто, отнимут ощутимую часть рабочего дня.
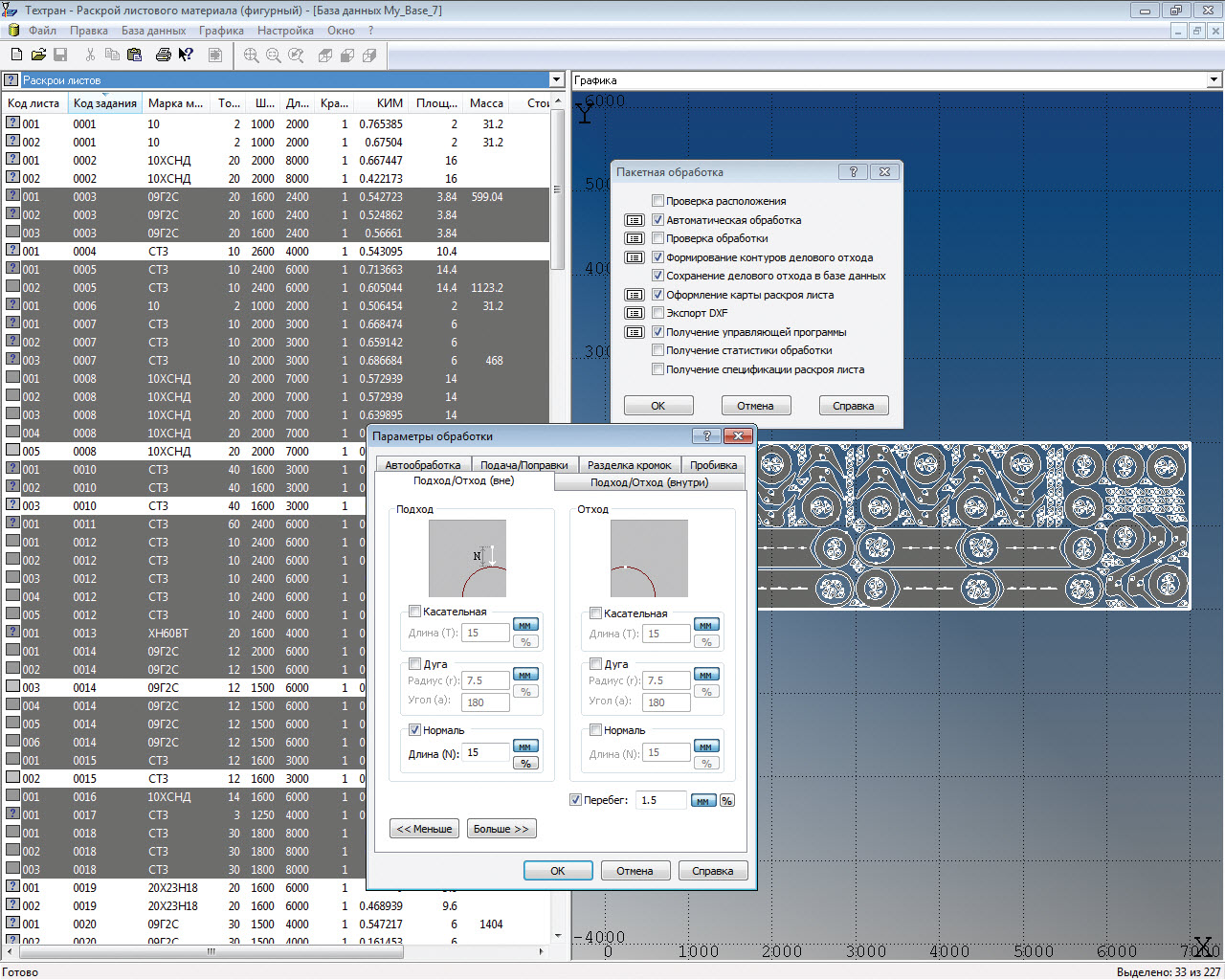
Рис. 5. Параметры пакетной обработки
Вместо этого предлагается выделить раскрои листов в списке окна базы данных и единственный раз указать требуемые действия: автоматическая обработка, формирование контуров делового отхода, оформление карты раскроя листа, получение управляющей программы, статистики обработки и т.п. (рис. 5).
Импорт файлов в формате DSTV
NC Формат DSTV NC даёт возможность в дополнение к геометрическим параметрам детали передавать ряд сведений, необходимых для ее изготовления, – как в целом для всей детали (количество, толщина материала), так и для ее элементов (разделка кромок под сварку, разметка порошком, отверстие и т.п.). Эта информация фигурирует в базе данных деталей и служит исходными данными при создании раскроев листов. Передача данных в процессе импорта избавляет пользователя от необходимости заносить большое количество данных вручную.
Владислав Кириленко,
НИП-Информатика (Санкт-Петербург)
Тел.: (812) 321-0055
Internet: www.tehtran.com